
Vizualizări: 0 Autor: Editor site Ora publicării: 2026-06-18 Origine: Site
Transformarea rolelor principale în dimensiuni utilizabile devine adesea un blocaj critic în producția modernă. Liniile de producție se bazează în mare măsură pe dimensionarea precisă a materialului pentru a menține ratele de producție constante. Selectarea echipamentului de conversie web greșit duce inevitabil la tăierea excesivă a marginilor, risipă de materiale și întârzieri ale fluxului de lucru. Distincția mecanică de bază este simplă. Tăierea reduce lățimea benzii prin tăieturi longitudinale. În schimb, folie reduce lungimea benzii prin tăieturi transversale.
Acest articol oferă managerilor de achiziții și producție un cadru bazat pe dovezi. Veți învăța să evaluați nevoile operaționale, să evaluați riscurile de implementare și să alegeți mașina corectă pentru linia dvs. de producție specifică. Ne bazăm cunoștințele pe principii de inginerie consacrate și pe realitățile din atelier.
O mașină de tăiat transformă rolele principale late în role mai înguste, ideale pentru procesele din aval cu alimentare continuă.
O mașină de tăiat rolă în foi transformă rolele principale în bucăți dreptunghiulare plate, stivuite, de lungimi specifice, necesare pentru procesele de ambalare sau de imprimare discrete.
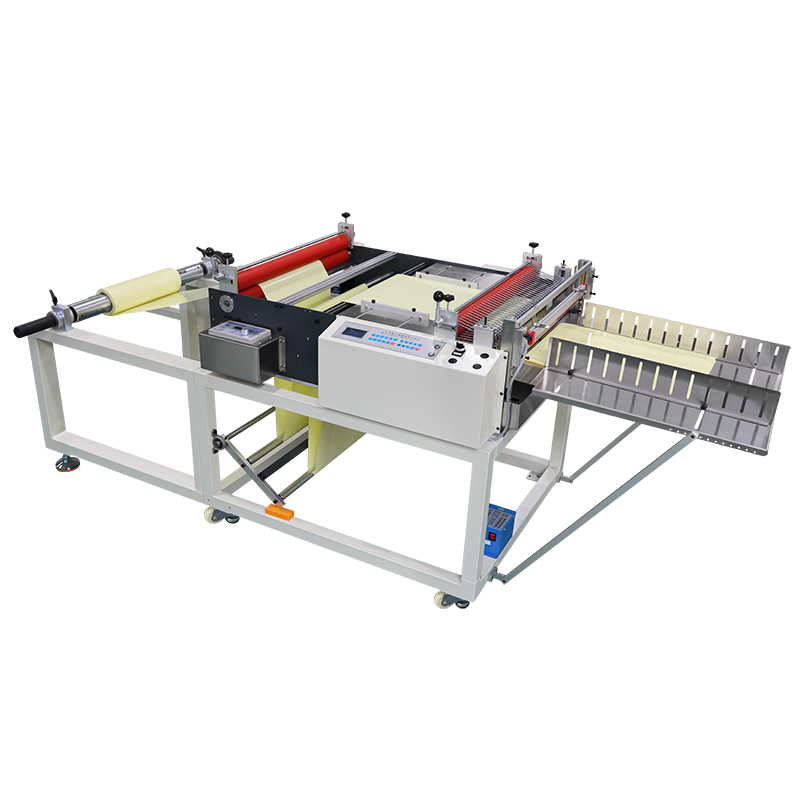
Echipamente hibride (Roll To Sheet Slitting Machine) există pentru instalațiile care necesită simultan reducerea lățimii și tăierea transversală.
Evaluarea unui producător necesită să privim dincolo de viteza de referință pentru a evalua controlul tensiunii, durabilitatea lamei și capacitățile de testare specifice materialelor.
Mașinile de tăiat funcționează pe un principiu continuu roll-to-roll. Ei iau o rolă principală mare și o împart în mai multe role mai înguste. Mecanismul se bazează în mare măsură pe diferite configurații ale lamei, în funcție de material. Producătorii folosesc în mod obișnuit lame de forfecare rotativă, de ras sau de tăiat prin zdrobire. Aceste lame taie banda longitudinal pe măsură ce mașina o desfășoară. Odată tăiat, sistemul derulează materialul pe mai multe miezuri mai mici.
Formatul de ieșire principal este întotdeauna o rolă îngustă și continuă. Aceste mașini excelează în prelucrarea materialelor flexibile. Sunt cele mai bune pentru folie, bandă, textile și ambalaje flexibile. Asemenea materiale necesită aproape întotdeauna o prelucrare suplimentară alimentată cu rolă în aval. De exemplu, o unitate de ambalare va tăia o rolă principală largă de folie de plastic. Apoi, aceștia alimentează rulourile înguste în echipamentele de ambalare forma-umplere-sigilare.
Forfecare rotativă: folosește două lame circulare care interacționează. Cel mai bun pentru hârtie și folii.
Razor Cut: folosește o lamă de ras staționară. Ideal pentru folii subțiri și materiale plastice.
Crush Cut: Apasă o lamă tocită pe un cilindru de nicovală întărit. Funcționează bine pentru materiale nețesute și textile.
O Mașina de tăiat rola la foi funcționează complet diferit. Se concentrează pe tăieturi transversale. Mecanismul alimentează materialul benzi la o lungime foarte specifică. Apoi folosește o ghilotină rezistentă sau un cuțit rotativ transversal. Această lamă taie panza pe toată lățimea.
Formatul principal de ieșire constă din foi plate, individuale. Sistemele de ultimă generație stivuiesc adesea aceste foi automat pe o masă de ieșire. Aceste mașini sunt cele mai bune pentru materiale rigide sau semirigide. Se manipulează cu ușurință hârtie, carton, folie și laminate specializate. Aceste coli plate sunt destinate operațiunilor de ștanțare, tipărire plată sau de asamblare manuală. Ele oferă exact unitățile discrete necesare pentru aceste procese ulterioare.
Tabel de comparație a conversiilor web |
||
Caracteristică |
Masina de taiere |
Masina de folie |
|---|---|---|
Direcția de tăiere |
Longitudinal (lățime) |
transversal (lungime) |
Format de ieșire |
Role continue |
Foi plate discrete |
Mecanismul lamei |
Brici, Forfecare, Zdrobire |
Ghilotină, tăiere transversală rotativă |
Materiale tipice |
Filme, benzi, textile |
Hârtie, carton, laminate |
Operatorii trebuie să evalueze constant compromisul dintre viteza de operare și precizia dimensională. Măsurăm viteza în metri pe minut. Mașinile de tăiat ating cu ușurință viteze foarte mari, deoarece banda se mișcă continuu. Materialul nu se oprește niciodată în timpul tăierii longitudinale.
Foaia introduce o dinamică diferită. Necesită mecanisme precise de oprire și tăiere sau tăiere rotativă sincronizată. O lamă de ghilotină necesită o pauză momentană a rețelei. Această mișcare stop-and-go scade în mod inerent debitul mediu. Frezele rotative sincronizate moderne minimizează această pauză. Cu toate acestea, atingerea unei toleranțe strânse la lungime influențează în continuare viteza continuă în mod diferit față de tăierea continuă. Trebuie să definiți toleranțe acceptabile înainte de a calcula debitul maxim viabil.
Ar trebui să vă încadrați decizia privind echipamentul în întregime în jurul următorului pas din linia de producție. Priviți cu atenție fluxul dvs. de lucru. Dacă următoarea mașină necesită o alimentare continuă, tăierea rămâne obligatorie. Un aplicator de etichete, de exemplu, nu poate accepta foi separate. Are nevoie de o rolă continuă.
În schimb, dacă următorul pas necesită unități discrete, placarea devine o cerință absolută. O presă de tăiere cu matriță plată sau o imprimantă offset alimentată cu coli nu poate procesa o rolă. Trebuie să le furnizați cearșafuri plate. Integrarea adecvată în aval previne gestionarea blocajelor și a pașilor intermediari inutile.
Definirea deșeurilor de instalare acceptabile și a tăierii marginilor este vitală. Ambele procese tratează deșeurile în mod diferit. Tăierea necesită aproape întotdeauna extragerea marginilor. Marginile exterioare ale unei role principale sunt adesea neuniforme sau deteriorate. Mașina taie aceste margini, generând panglici continue de deșeuri. Operatorii trebuie să gestioneze aceste deșeuri prin sisteme de extracție în vid.
Foile concentrează valorile deșeurilor pe calibrarea lungimii. Mașinile prost calibrate creează resturi la prima și ultima tăietură a unei rulări. Evitați această risipă asigurând o calibrare precisă a rolei de prindere. Întreținerea regulată previne alunecarea materialului, menținând astfel toleranțele de lungime strânse și minimizând foile respinse.
Identificați procentele de deșeuri acceptabile de bază.
Instalați suflante de extracție de tăiere pentru liniile de tăiere.
Calibrați zilnic rolele de alimentare pentru liniile de folie.
Documentați ratele de respingere la prima execuție.
Uneori, producția necesită atât reducerea lățimii, cât și a lungimii simultan. Acest lucru necesită o mașină hibridă. Putem defini cum a Mașina de tăiat Roll To Sheet combină aceste funcții. Acesta găzduiește tăietoare rotative în linie poziționate chiar înaintea ghilotinei terminale cu tăiere transversală. Materialul se desfășoară, trece prin lamele de tăiere pentru împărțirea lățimii și apoi intră în secțiunea transversală.
Această abordare hibridă este foarte eficientă pentru aplicații specifice de volum mare. Este ideal pentru a converti o rolă principală largă în mai multe foi mici, plate într-o singură trecere. Luați în considerare o unitate care prelucrează o bandă largă de hârtie de specialitate de 60 de inci. Ei pot seta dispozitivele de tăiat în linie pentru a împărți rețeaua în patru benzi de 15 inchi. Ghilotina taie apoi aceste benzi la fiecare 20 de inci. Aparatul scoate patru foi de 15 inchi pe 20 de inchi simultan la fiecare lovire a lamei. Acest lucru depășește cu mult procesarea ruloului de două ori.
Implementarea unui sistem hibrid prezintă avantaje și dezavantaje distincte. Consolidează spațiul în mod semnificativ. Combinați două operațiuni separate într-o singură amprentă fizică. De asemenea, reduce manevrarea operatorului, reducând cererea de muncă. Lucrătorii nu trebuie să mute rulourile cu fante într-o folie separată.
Cu toate acestea, crește complexitatea mașinii. Depanarea problemelor necesită tehnicieni cu înaltă calificare. Timpul de schimbare a sculelor crește, de asemenea, în comparație cu mașinile dedicate cu o singură funcție. Operatorii trebuie să alinieze cu precizie atât cuțitele de tăiere, cât și mecanismul de ghilotină. Trebuie să cântăriți acest timp de nefuncționare prelungit cu economiile de muncă.
Controlul tensiunii dictează calitatea produsului final. Trebuie să discutăm despre riscul critic de telescopare a materialului în tăietoare. Telescopizarea are loc atunci când tensiunea variază de-a lungul arborelui de rebobinare, determinând marginile rolei să se încline spre exterior. Strica ruloul pentru hrănirea în aval.
La tăietoarele de foi, tensiunea slabă cauzează inconsecvența lungimii. Dacă banda se întinde ușor înainte de a lovi rolele de alimentare, foaia finală se va micșora după tăiere. Sistemele automate de control al tensiunii care utilizează celule de sarcină și frâne pneumatice sunt obligatorii. Dacă aceste sisteme sunt inadecvate sau prost calibrate, ratele deșeurilor vor crește vertiginos. Gestionarea elasticității tensiunii este cea mai grea provocare de inginerie în conversia web.
Întreținerea lamei afectează direct programele de producție. Comparați realitățile operaționale dintre cele două sisteme. Schimbarea mai multor cuțite de tăiat necesită o aliniere precisă. O tăietoare tipică poate avea douăzeci de perechi de lame de forfecare. Operatorii trebuie să stabilească distanța și supraviteza pentru fiecare pereche. Acest proces necesită mult timp și răbdare.
Menținerea unei lame de ghilotină transversală rezistentă este diferită. Mașina are de obicei o singură lamă mare. Cu toate acestea, înlocuirea acestuia necesită echipamente de ridicare grele. Lama trebuie ascutita regulat de catre polizoare specializate din afara amplasamentului. O ghilotină plictisitoare provoacă margini zdrențuite și creează praf excesiv de hârtie. Ambele rutine de întreținere necesită programe stricte pentru a evita perioadele de neașteptate neașteptate.
Trebuie să vă adresați spațiului fizic necesar înainte de livrare. Rebobinatoarele de tăiere sunt relativ compacte. Se bazează pe role înfășurate strâns, păstrând amprenta localizată. Derulați și rerulați pe o distanță liniară scurtă.
Operațiunile de tip rolă pe foaie necesită mult mai mult spațiu. Foile plate necesită transportoare extinse de ieșire. Sistemele de mare viteză au nevoie de mese automate de stivuire și lifturi foarfece. Pe măsură ce stiva crește, masa coboară. Această automatizare a ieșirii necesită o amprentă liniară semnificativ mai mare decât rebobinatoarele roll-to-roll. Managerii de unități trebuie să planifice accesul cu stivuitoare pentru a îndepărta paleții mari de foi stivuite.
Graficul de evaluare și atenuare a riscurilor |
||
Risc de implementare |
Consecință primară |
Strategia de atenuare recomandată |
|---|---|---|
Control slab al tensiunii |
Telescopie de rulare / Variație de lungime |
Instalați regulatoare de tensiune a celulei de sarcină în buclă închisă. |
Lame de tăiere tocite |
Margini zdrențuite / Praf excesiv |
Implementați cicluri programate de ascuțire a lamei. |
Planificare inadecvată a spațiului |
Blocajele fluxului de lucru la Outfeed |
Hartă amprenta liniară, inclusiv zonele de preluare a paleților. |
Nu cumpărați niciodată echipament fără o dovadă de concept administrată de furnizor. Ar trebui să solicitați întotdeauna un test de acceptare în fabrică (FAT). Un de încredere Producătorul mașinii de tăiat rolă la foaie va rula rolele dvs. principale specifice. Ei fac acest lucru pentru a dovedi calitatea tăierii și pentru a valida afirmațiile privind viteza. Trimiterea propriului material vă asigură că rolele de prindere gestionează acoperirile dumneavoastră specifice fără alunecare sau zgâriere. Trebuie să vedeți că mașina funcționează cu succes înainte de a semna aprobările finale.
Mașinile standard rezolvă rar provocările de producție specializate. Căutați furnizori capabili să ofere a soluție personalizată de tăiere a rolei la foi . Ei trebuie să adapteze echipamentul la grosimi neobișnuite ale materialelor. Unele filme delicate necesită bare avansate de eliminare statică. Alte industrii impun standarde specifice de conformitate pentru camerele curate. O echipă de ingineri capabilă va modifica motoarele de antrenare, va schimba acoperirile rolelor și va actualiza software-ul PLC pentru a îndeplini specificațiile dumneavoastră exacte.
O mașină pe jos este inutilă dacă se sparge și îți lipsesc piesele. Evaluați acordul de nivel de servicii (SLA) al furnizorului. Acordați o atenție deosebită lamelor de schimb și motoarelor de antrenare. Întrebați despre capacitățile lor de depanare PLC. Pot diagnostica defecțiunile software de la distanță? Timpul de nefuncționare a mașinii oprește direct toată producția din aval. Trebuie să vă asigurați că furnizorul menține un inventar local solid de piese de schimb critice.
Alegerea dvs. de echipament de conversie web dictează întregul flux de producție în aval. Mașinile de tăiat asigură că operațiunile de alimentare continuă rămân complet stocate. Mașinile de coli garantează o asamblare discretă, iar liniile de imprimare primesc substraturi precise și plate. Mașinile hibride oferă o eficiență extraordinară într-o singură trecere, dar necesită o supraveghere tehnică mai mare. Recunoașterea formatului de ieșire principal este primul pas definitiv în selecția echipamentului.
Îi sfătuim pe cumpărători să-și documenteze în detaliu specificațiile exacte ale materialelor. Înregistrați-vă lățimea benzii, grosimea materialului, rezistența la tracțiune și dimensiunea miezului principal. Determinați matematic toleranțele de ieșire necesare. Finalizați această strângere de date înainte de a solicita oferte sau perioade de probă de la furnizorii selectați. Specificațiile clare asigură că producătorii propun utilajul potrivit pentru realitățile dumneavoastră operaționale.
A: Da. Mașinile de tăiat tăietor hibrid încorporează lame rotative în linie urmate de o tăiere transversală cu ghilotină. Acestea reduc lățimea și lungimea simultan. Cu toate acestea, se confruntă cu limitări în ceea ce privește grosimea materialului. Materialele extrem de groase sau rigide pot bloca mașinile de tăiat în linie, făcând necesare mașini separate dedicate pentru aplicații grele.
R: Variația lungimii provine în principal din alunecarea rolelor de prindere. Controlul necorespunzător al tensiunii înainte ca banda să intre în zona de tăiere cauzează, de asemenea, probleme. În plus, elasticitatea materialului joacă un rol major. Dacă țesătura se întinde sub tensiune și este tăiată, apoi se micșorează înapoi, rezultând o foaie mai scurtă.
R: Gestionarea staticii necesită instalarea de bare antistatice active pe calea web. Aceste bare ionizează aerul, neutralizând încărcătura statică. Aceasta este o necesitate absolută pentru filme și materiale plastice. Fără eliminarea statică, foile ușoare se vor lipi de mașină sau se vor lipi împreună în timpul procesului de stivuire.
