
दृश्य: 0 लेखक: साइट संपादक प्रकाशन समय: 2026-06-18 उत्पत्ति: साइट
मास्टर रोल को प्रयोग करने योग्य आयामों में परिवर्तित करना अक्सर आधुनिक विनिर्माण में एक महत्वपूर्ण बाधा बन जाता है। उत्पादन लाइनें स्थिर उत्पादन दरों को बनाए रखने के लिए सटीक सामग्री आकार पर बहुत अधिक निर्भर करती हैं। गलत वेब रूपांतरण उपकरण का चयन करने से अनिवार्य रूप से अत्यधिक एज ट्रिम, सामग्री की बर्बादी और वर्कफ़्लो में देरी होती है। आधारभूत यांत्रिक भेद सीधा है। स्लिटिंग अनुदैर्ध्य कटौती के माध्यम से वेब की चौड़ाई कम कर देती है। इसके विपरीत, शीटिंग ट्रांसवर्सल कट्स के माध्यम से वेब की लंबाई कम कर देती है।
यह आलेख खरीद और उत्पादन प्रबंधकों को साक्ष्य-आधारित रूपरेखा प्रदान करता है। आप परिचालन आवश्यकताओं का मूल्यांकन करना, कार्यान्वयन जोखिमों का आकलन करना और अपनी विशिष्ट उत्पादन लाइन के लिए सही मशीन चुनना सीखेंगे। हम अपनी अंतर्दृष्टि स्थापित इंजीनियरिंग सिद्धांतों और वास्तविक दुनिया की दुकान की वास्तविकताओं पर आधारित करते हैं।
एक स्लिटिंग मशीन विस्तृत मास्टर रोल को संकीर्ण रोल में परिवर्तित करती है, जो निरंतर-फीड डाउनस्ट्रीम प्रक्रियाओं के लिए आदर्श है।
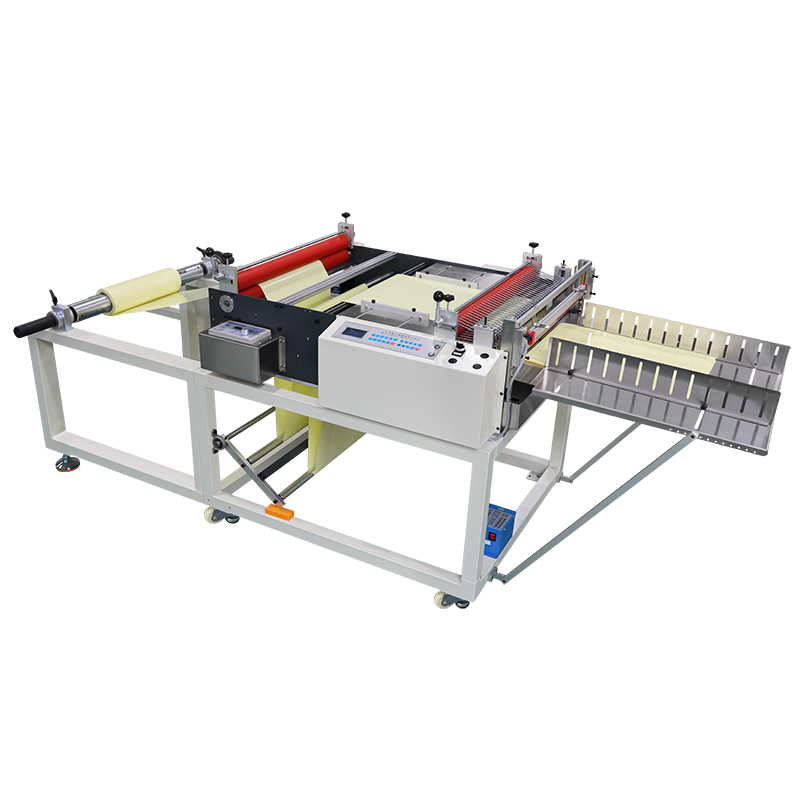
एक रोल टू शीट कटिंग मशीन मास्टर रोल को अलग-अलग पैकेजिंग या प्रिंटिंग प्रक्रियाओं के लिए आवश्यक विशिष्ट लंबाई के फ्लैट, स्टैक्ड आयताकार टुकड़ों में परिवर्तित करती है।
एक साथ चौड़ाई में कमी और क्रॉस-कटिंग की आवश्यकता वाली सुविधाओं के लिए हाइब्रिड उपकरण (रोल टू शीट स्लिटिंग मशीन) मौजूद है।
किसी निर्माता का मूल्यांकन करने के लिए तनाव नियंत्रण, ब्लेड स्थायित्व और सामग्री-विशिष्ट परीक्षण क्षमताओं का आकलन करने के लिए आधारभूत गति से परे देखने की आवश्यकता होती है।
स्लिटिंग मशीनें निरंतर रोल-टू-रोल सिद्धांत पर काम करती हैं। वे एक बड़ा मास्टर रोल लेते हैं और उसे कई संकरे रोल में विभाजित करते हैं। तंत्र सामग्री के आधार पर विभिन्न ब्लेड कॉन्फ़िगरेशन पर बहुत अधिक निर्भर करता है। निर्माता आमतौर पर रोटरी शीयर, रेजर या क्रश कट ब्लेड का उपयोग करते हैं। जैसे ही मशीन वेब को खोलती है, ये ब्लेड लंबे समय तक वेब को काटते हैं। एक बार कट जाने पर, सिस्टम सामग्री को कई छोटे कोर पर रिवाइंड कर देता है।
प्राथमिक आउटपुट स्वरूप हमेशा एक संकीर्ण सतत रोल होता है। ये मशीनें लचीली सामग्री के प्रसंस्करण में उत्कृष्ट हैं। वे फिल्म, टेप, कपड़ा और लचीली पैकेजिंग के लिए सर्वोत्तम हैं। ऐसी सामग्रियों को लगभग हमेशा डाउनस्ट्रीम में आगे रोल-फ़ेड प्रसंस्करण की आवश्यकता होती है। उदाहरण के लिए, एक पैकेजिंग सुविधा प्लास्टिक फिल्म के एक विस्तृत मास्टर रोल को काट देगी। फिर वे उन संकीर्ण रोलों को फॉर्म-फिल-सील पैकेजिंग उपकरण में डालते हैं।
रोटरी शीयर: दो परस्पर क्रियाशील गोलाकार ब्लेडों का उपयोग करता है। कागज और पन्नी के लिए सर्वोत्तम.
रेजर कट: एक स्थिर रेजर ब्लेड का उपयोग करता है। पतली फिल्मों और प्लास्टिक के लिए आदर्श।
क्रश कट: एक कुंद ब्लेड को कठोर निहाई सिलेंडर पर दबाता है। गैर-बुने हुए कपड़ों और वस्त्रों के लिए अच्छा काम करता है।
ए रोल टू शीट कटिंग मशीन पूरी तरह से अलग तरीके से काम करती है। यह ट्रांसवर्सल कट्स पर केंद्रित है। तंत्र वेब सामग्री को अत्यधिक विशिष्ट लंबाई तक फ़ीड करता है। इसके बाद यह हेवी-ड्यूटी गिलोटिन या रोटरी क्रॉस-कट चाकू का उपयोग करता है। यह ब्लेड वेब को उसकी पूरी चौड़ाई में काट देता है।
प्राथमिक आउटपुट स्वरूप में फ्लैट, व्यक्तिगत शीट होते हैं। हाई-एंड सिस्टम अक्सर इन शीटों को स्वचालित रूप से आउटफीड टेबल पर रख देते हैं। ये मशीनें कठोर या अर्ध-कठोर सामग्रियों के लिए सर्वोत्तम हैं। वे कागज, कार्डबोर्ड, फ़ॉइल और विशेष लैमिनेट्स को आसानी से संभाल लेते हैं। ये फ्लैट शीट स्टैम्पिंग, फ्लैट-बेड प्रिंटिंग, या मैन्युअल असेंबली संचालन के लिए नियत हैं। वे इन बाद की प्रक्रियाओं के लिए आवश्यक सटीक असतत इकाइयाँ प्रदान करते हैं।
वेब रूपांतरण तुलना तालिका |
||
विशेषता |
काटने की मशीन |
शीटिंग मशीन |
|---|---|---|
दिशा में कटौती |
अनुदैर्ध्य (चौड़ाई) |
अनुप्रस्थ (लंबाई) |
आउटपुट स्वरूप |
सतत रोल्स |
असतत सपाट चादरें |
ब्लेड तंत्र |
उस्तरा, कतरनी, कुचलना |
गिलोटिन, रोटरी क्रॉस-कट |
विशिष्ट सामग्री |
फ़िल्में, टेप, कपड़ा |
कागज, बोर्ड, लैमिनेट्स |
ऑपरेटरों को लगातार परिचालन गति और आयामी सटीकता के बीच व्यापार-बंद का आकलन करना चाहिए। हम गति को मीटर प्रति मिनट में मापते हैं। स्लिटिंग मशीनें आसानी से बहुत तेज़ गति तक पहुँच जाती हैं क्योंकि वेब लगातार चलता रहता है। अनुदैर्ध्य कट के दौरान सामग्री कभी नहीं रुकती।
शीटिंग एक अलग गतिशीलता का परिचय देती है। इसके लिए सटीक स्टॉप-एंड-कट तंत्र या सिंक्रनाइज़ रोटरी कटिंग की आवश्यकता होती है। गिलोटिन ब्लेड के लिए वेब को क्षण भर के लिए रुकने की आवश्यकता होती है। यह रुकने और जाने की गति स्वाभाविक रूप से औसत थ्रूपुट को कम करती है। आधुनिक सिंक्रोनाइज़्ड रोटरी कटर इस रुकावट को कम करते हैं। हालाँकि, तंग लंबाई सहनशीलता प्राप्त करना अभी भी निरंतर स्लिटिंग की तुलना में निरंतर गति को अलग तरह से प्रभावित करता है। अधिकतम व्यवहार्य थ्रूपुट की गणना करने से पहले आपको स्वीकार्य सहनशीलता को परिभाषित करना होगा।
आपको अपने उपकरण संबंधी निर्णय पूरी तरह से उत्पादन लाइन के अगले चरण के आधार पर तय करना चाहिए। अपने वर्कफ़्लो को बारीकी से देखें. यदि अगली मशीन को निरंतर वेब फ़ीड की आवश्यकता होती है, तो स्लिटिंग अनिवार्य रहती है। उदाहरण के लिए, एक लेबल एप्लिकेटर अलग-अलग शीट स्वीकार नहीं कर सकता। इसे लगातार रोल की जरूरत है.
इसके विपरीत, यदि अगले चरण में अलग-अलग इकाइयों की आवश्यकता होती है, तो शीटिंग एक परम आवश्यकता बन जाती है। एक फ्लैटबेड डाई-कटिंग प्रेस या शीट-फेड ऑफसेट प्रिंटर किसी रोल को संसाधित नहीं कर सकता है। आपको उन्हें फ्लैट शीट अवश्य उपलब्ध करानी चाहिए। उचित डाउनस्ट्रीम एकीकरण बाधाओं और अनावश्यक मध्यस्थ कदमों से निपटने को रोकता है।
स्वीकार्य सेटअप अपशिष्ट और एज ट्रिम को परिभाषित करना महत्वपूर्ण है। दोनों प्रक्रियाएं कचरे को अलग-अलग तरीके से संभालती हैं। स्लिटिंग के लिए लगभग हमेशा एज ट्रिम निष्कर्षण की आवश्यकता होती है। मास्टर रोल के बाहरी किनारे अक्सर असमान या क्षतिग्रस्त होते हैं। मशीन इन किनारों को काट देती है, जिससे कचरे के निरंतर रिबन उत्पन्न होते हैं। ऑपरेटरों को वैक्यूम निष्कर्षण प्रणालियों के माध्यम से इस कचरे का प्रबंधन करना होगा।
शीटिंग लंबाई अंशांकन पर अपशिष्ट मेट्रिक्स पर ध्यान केंद्रित करती है। खराब कैलिब्रेटेड मशीनें रन के पहले और आखिरी कट पर स्क्रैप बनाती हैं। आप सटीक निप रोलर अंशांकन सुनिश्चित करके इस बर्बादी से बचते हैं। नियमित रखरखाव सामग्री की फिसलन को रोकता है, जिससे लंबाई सहनशीलता को कड़ा रखा जाता है और अस्वीकृत शीट को कम किया जाता है।
आधारभूत स्वीकार्य अपशिष्ट प्रतिशत की पहचान करें।
स्लिटिंग लाइनों के लिए ट्रिम एक्सट्रैक्शन ब्लोअर स्थापित करें।
शीटिंग लाइनों के लिए प्रतिदिन फ़ीड रोलर्स को कैलिब्रेट करें।
दस्तावेज़ प्रथम-रन अस्वीकृत दरें।
कभी-कभी, उत्पादन में चौड़ाई और लंबाई दोनों में एक साथ कमी की आवश्यकता होती है। इसके लिए हाइब्रिड मशीन की आवश्यकता होती है. हम परिभाषित कर सकते हैं कि कैसे a रोल टू शीट स्लिटिंग मशीन इन कार्यों को जोड़ती है। इसमें टर्मिनल क्रॉस-कट गिलोटिन के ठीक पहले स्थित इनलाइन रोटरी स्लिटर्स हैं। सामग्री खुलती है, चौड़ाई विभाजन के लिए स्लिटिंग ब्लेड से गुजरती है, और फिर क्रॉस-कटिंग अनुभाग में फ़ीड करती है।
यह हाइब्रिड दृष्टिकोण विशिष्ट उच्च-मात्रा अनुप्रयोगों के लिए अत्यधिक प्रभावी है। यह एक विस्तृत मास्टर रोल को एक ही पास में कई छोटी, सपाट शीटों में परिवर्तित करने के लिए आदर्श है। विशेष कागज के 60 इंच चौड़े वेब के प्रसंस्करण की सुविधा पर विचार करें। वे वेब को चार 15-इंच स्ट्रिप्स में विभाजित करने के लिए इनलाइन स्लिटर सेट कर सकते हैं। फिर गिलोटिन इन पट्टियों को हर 20 इंच पर क्रॉस-कट करता है। मशीन ब्लेड के प्रत्येक प्रहार के साथ एक साथ 15-इंच गुणा 20-इंच की चार शीटें तैयार करती है। यह रोल को दो बार संसाधित करने से काफी बेहतर प्रदर्शन करता है।
हाइब्रिड सिस्टम को तैनात करने से अलग-अलग फायदे और नुकसान सामने आते हैं। यह फर्श की जगह को महत्वपूर्ण रूप से समेकित करता है। आप दो अलग-अलग परिचालनों को एक भौतिक पदचिह्न में जोड़ते हैं। यह ऑपरेटर की हैंडलिंग को भी कम करता है, श्रम की मांग को कम करता है। श्रमिकों को स्लिट रोल को एक अलग शीटर में ले जाने की आवश्यकता नहीं है।
हालाँकि, यह मशीन की जटिलता को बढ़ाता है। समस्या निवारण के लिए अत्यधिक कुशल तकनीशियनों की आवश्यकता होती है। समर्पित एकल-फ़ंक्शन मशीनों की तुलना में टूलींग परिवर्तन का समय भी बढ़ जाता है। ऑपरेटरों को स्लाटिंग चाकू और गिलोटिन तंत्र दोनों को सटीक रूप से संरेखित करना होगा। आपको इस विस्तारित डाउनटाइम को श्रम बचत के विरुद्ध तौलना चाहिए।
तनाव नियंत्रण अंतिम उत्पाद की गुणवत्ता निर्धारित करता है। हमें स्लिटर्स में सामग्री टेलीस्कोपिंग के महत्वपूर्ण जोखिम पर चर्चा करनी चाहिए। टेलीस्कोपिंग तब होती है जब रिवाइंड शाफ्ट पर तनाव अलग-अलग होता है, जिससे रोल किनारे बाहर की ओर झुक जाते हैं। यह डाउनस्ट्रीम फीडिंग के लिए रोल को बर्बाद कर देता है।
शीट कटर में, ख़राब तनाव लंबाई-असंगतता का कारण बनता है। यदि फ़ीड रोलर्स से टकराने से पहले वेब थोड़ा खिंच जाता है, तो अंतिम शीट काटने के बाद सिकुड़ जाएगी। लोड सेल और वायवीय ब्रेक का उपयोग करने वाली स्वचालित तनाव नियंत्रण प्रणालियाँ अनिवार्य हैं। यदि ये सिस्टम अपर्याप्त या खराब तरीके से कैलिब्रेट किए गए हैं, तो स्क्रैप दरें आसमान छू जाएंगी। वेब रूपांतरण में तनाव लोच को प्रबंधित करना सबसे कठिन इंजीनियरिंग चुनौती है।
ब्लेड रखरखाव सीधे उत्पादन कार्यक्रम को प्रभावित करता है। दोनों प्रणालियों के बीच परिचालन वास्तविकताओं की तुलना करें। एकाधिक स्लिटर चाकू को बदलने के लिए सटीक संरेखण की आवश्यकता होती है। एक सामान्य स्लिटर में बीस जोड़ी कतरनी ब्लेड हो सकते हैं। ऑपरेटरों को प्रत्येक जोड़ी के लिए अंतराल और ओवरस्पीड निर्धारित करनी होगी। इस प्रक्रिया में काफी समय और धैर्य लगता है।
हेवी-ड्यूटी ट्रांसवर्सल गिलोटिन ब्लेड का रखरखाव अलग है। मशीन में आमतौर पर केवल एक बड़ा ब्लेड होता है। हालाँकि, इसे बदलने के लिए भारी उठाने वाले उपकरण की आवश्यकता होती है। ब्लेड को विशेष ऑफ-साइट ग्राइंडर द्वारा नियमित रूप से तेज किया जाना चाहिए। सुस्त गिलोटिन के कारण किनारे फट जाते हैं और अत्यधिक कागज़ की धूल बन जाती है। अप्रत्याशित डाउनटाइम से बचने के लिए दोनों रखरखाव दिनचर्याओं को सख्त शेड्यूल की आवश्यकता होती है।
आपको डिलीवरी से पहले आवश्यक भौतिक स्थान का पता लगाना होगा। स्लिटिंग रिवाइंडर्स अपेक्षाकृत कॉम्पैक्ट होते हैं। वे पदचिह्न को स्थानीयकृत रखते हुए कसकर घाव वाले रोल पर भरोसा करते हैं। आप एक छोटी रैखिक दूरी में अनियंत्रित और पुनः रोल करते हैं।
रोल टू शीट संचालन के लिए अधिक जगह की आवश्यकता होती है। फ्लैट शीट के लिए व्यापक आउटफीड कन्वेयर की आवश्यकता होती है। हाई-स्पीड सिस्टम को स्वचालित स्टैकिंग टेबल और कैंची लिफ्टों की आवश्यकता होती है। जैसे-जैसे ढेर बढ़ता है, तालिका नीचे गिरती जाती है। यह आउटफीड ऑटोमेशन रोल-टू-रोल रिवाइंडर्स की तुलना में काफी बड़े रैखिक पदचिह्न की मांग करता है। सुविधा प्रबंधकों को स्टैक्ड शीटों के बड़े पैलेटों को हटाने के लिए फोर्कलिफ्ट पहुंच को मैप करना होगा।
जोखिम मूल्यांकन और शमन चार्ट |
||
कार्यान्वयन जोखिम |
प्राथमिक परिणाम |
अनुशंसित शमन रणनीति |
|---|---|---|
ख़राब तनाव नियंत्रण |
रोल टेलीस्कोपिंग / लंबाई भिन्नता |
बंद-लूप लोड सेल तनाव नियंत्रक स्थापित करें। |
सुस्त काटने वाले ब्लेड |
चिथड़े हुए किनारे/अत्यधिक धूल |
निर्धारित ब्लेड शार्पनिंग चक्र लागू करें। |
अपर्याप्त स्थान योजना |
आउटफ़ीड में वर्कफ़्लो बाधाएँ |
पैलेट पुनर्प्राप्ति क्षेत्रों सहित रैखिक पदचिह्न का मानचित्र बनाएं। |
विक्रेता द्वारा संचालित अवधारणा के प्रमाण के बिना कभी भी उपकरण न खरीदें। आपको हमेशा फ़ैक्टरी एक्सेप्टेंस टेस्ट (एफएटी) की मांग करनी चाहिए। एक विश्वसनीय रोल टू शीट कटिंग मशीन निर्माता आपके विशिष्ट मास्टर रोल चलाएगा। वे कट गुणवत्ता को साबित करने और गति के दावों को मान्य करने के लिए ऐसा करते हैं। अपनी स्वयं की सामग्री जमा करने से यह सुनिश्चित होता है कि निप रोलर्स आपके विशिष्ट वेब कोटिंग्स को फिसलने या खरोंचने के बिना संभालते हैं। अंतिम अनुमोदन पर हस्ताक्षर करने से पहले आपको यह देखना होगा कि मशीन सफलतापूर्वक काम कर रही है।
मानक मशीनें शायद ही कभी विशिष्ट उत्पादन चुनौतियों का समाधान करती हैं। प्रदान करने में सक्षम विक्रेताओं की तलाश करें कस्टम रोल टू शीट कटिंग समाधान । उन्हें उपकरण को असामान्य सामग्री की मोटाई के अनुरूप तैयार करना होगा। कुछ नाजुक फिल्मों को उन्नत स्थैतिक उन्मूलन सलाखों की आवश्यकता होती है। अन्य उद्योग विशिष्ट क्लीनरूम अनुपालन मानकों को अनिवार्य करते हैं। एक सक्षम इंजीनियरिंग टीम आपके सटीक विनिर्देशों को पूरा करने के लिए ड्राइव मोटर्स को संशोधित करेगी, रोलर कोटिंग्स को स्वैप करेगी और पीएलसी सॉफ़्टवेयर को अपग्रेड करेगी।
फर्श पर रखी कोई मशीन बेकार है यदि वह टूट जाए और आपके पास पुर्जों की कमी हो। विक्रेता के सेवा स्तर अनुबंध (एसएलए) का मूल्यांकन करें। प्रतिस्थापन ब्लेड और ड्राइव मोटर पर पूरा ध्यान दें। उनकी पीएलसी समस्या निवारण क्षमताओं के बारे में पूछें। क्या वे दूर से ही सॉफ़्टवेयर दोषों का निदान कर सकते हैं? मशीन डाउनटाइम सीधे सभी डाउनस्ट्रीम उत्पादन को रोक देता है। आपको यह सुनिश्चित करना होगा कि विक्रेता महत्वपूर्ण स्पेयर पार्ट्स की एक मजबूत स्थानीय सूची बनाए रखे।
वेब रूपांतरण उपकरण की आपकी पसंद डाउनस्ट्रीम उत्पादन के संपूर्ण प्रवाह को निर्धारित करती है। स्लिटिंग मशीनें सुनिश्चित करती हैं कि निरंतर-फ़ीड संचालन पूरी तरह से स्टॉक में रहे। शीटिंग मशीनें अलग असेंबली की गारंटी देती हैं और प्रिंटिंग लाइनें सटीक, सपाट सब्सट्रेट प्राप्त करती हैं। हाइब्रिड मशीनें जबरदस्त सिंगल-पास दक्षता प्रदान करती हैं लेकिन उच्च तकनीकी निरीक्षण की मांग करती हैं। अपने प्राथमिक आउटपुट प्रारूप को पहचानना उपकरण चयन में पहला कदम है।
हम खरीदारों को सलाह देते हैं कि वे अपने सटीक सामग्री विनिर्देशों का अच्छी तरह से दस्तावेजीकरण करें। अपने वेब की चौड़ाई, सामग्री की मोटाई, तन्य शक्ति और मास्टर कोर आकार को रिकॉर्ड करें। अपनी आवश्यक आउटपुट सहनशीलता को गणितीय रूप से निर्धारित करें। शॉर्टलिस्ट किए गए विक्रेताओं से कोटेशन या ट्रायल रन का अनुरोध करने से पहले इस डेटा संग्रहण को पूरा करें। स्पष्ट विशिष्टताएँ यह सुनिश्चित करती हैं कि निर्माता आपकी परिचालन वास्तविकताओं के लिए सही मशीनरी का प्रस्ताव रखें।
उत्तर: हाँ. हाइब्रिड स्लिटर-शीटर्स में गिलोटिन क्रॉस-कट के बाद इनलाइन रोटरी ब्लेड शामिल होते हैं। वे चौड़ाई और लंबाई एक साथ कम कर देते हैं। हालाँकि, उन्हें सामग्री की मोटाई के संबंध में सीमाओं का सामना करना पड़ता है। अत्यधिक मोटी या कठोर सामग्री इनलाइन स्लिटर्स को जाम कर सकती है, जिससे हेवी-ड्यूटी अनुप्रयोगों के लिए अलग-अलग समर्पित मशीनें आवश्यक हो जाती हैं।
उत्तर: लंबाई में भिन्नता मुख्य रूप से निप रोलर्स में फिसलन से उत्पन्न होती है। वेब के कटिंग क्षेत्र में प्रवेश करने से पहले अनुचित तनाव नियंत्रण भी समस्याओं का कारण बनता है। इसके अलावा, सामग्री की लोच एक प्रमुख भूमिका निभाती है। यदि तनाव के कारण जाल खिंचता है और कट जाता है, तो यह बाद में सिकुड़ जाता है, जिसके परिणामस्वरूप छोटी शीट बन जाती है।
उ: स्थैतिक को प्रबंधित करने के लिए वेब पथ पर सक्रिय एंटी-स्टैटिक बार स्थापित करने की आवश्यकता होती है। ये पट्टियाँ हवा को आयनित करती हैं, स्थैतिक आवेश को निष्क्रिय करती हैं। यह फिल्मों और प्लास्टिक के लिए एक परम आवश्यकता है। स्थैतिक उन्मूलन के बिना, हल्की चादरें मशीनरी से चिपक जाएंगी या स्टैकिंग प्रक्रिया के दौरान एक साथ चिपक जाएंगी।
