Convertir los rollos maestros a dimensiones utilizables a menudo se convierte en un cuello de botella crítico en la fabricación moderna. Las líneas de producción dependen en gran medida del dimensionamiento preciso del material para mantener tasas de producción estables. La selección del equipo de conversión de bobina incorrecto conduce inevitablemente a un recorte excesivo de los bordes, desperdicio de material y retrasos en el flujo de trabajo. La distinción mecánica básica es sencilla. El corte longitudinal reduce el ancho de la banda mediante cortes longitudinales. Por el contrario, las láminas reducen la longitud de la banda mediante cortes transversales.
Este artículo proporciona a los gerentes de adquisiciones y producción un marco basado en evidencia. Aprenderá a evaluar las necesidades operativas, evaluar los riesgos de implementación y elegir la máquina correcta para su línea de producción específica. Basamos nuestros conocimientos en principios de ingeniería establecidos y en realidades del mundo real.
Conclusiones clave
Una máquina cortadora convierte rollos maestros anchos en rollos más estrechos, ideal para procesos posteriores de alimentación continua.
Una máquina cortadora de rollo a hoja convierte rollos originales en piezas rectangulares planas y apiladas de longitudes específicas, necesarias para procesos de impresión o embalaje discretos.
Existe un equipo híbrido (máquina cortadora de rollo a hoja) para instalaciones que requieren reducción de ancho y corte transversal simultáneos.
Evaluar a un fabricante requiere mirar más allá de la velocidad base para evaluar el control de la tensión, la durabilidad de la hoja y las capacidades de prueba específicas del material.
Principales diferencias mecánicas y formatos de salida
Máquinas cortadoras (rollo a rollo)
Las máquinas cortadoras funcionan según un principio continuo de rollo a rollo. Toman un rollo maestro grande y lo dividen en varios rollos más estrechos. El mecanismo depende en gran medida de diferentes configuraciones de cuchillas según el material. Los fabricantes suelen utilizar hojas de corte rotativas, de afeitar o de corte por trituración. Estas cuchillas cortan la banda longitudinalmente a medida que la máquina la desenrolla. Una vez cortado, el sistema rebobina el material en múltiples núcleos más pequeños.
El formato de salida principal es siempre un rollo continuo estrecho. Estas máquinas destacan en el procesamiento de materiales flexibles. Son mejores para películas, cintas, textiles y envases flexibles. Estos materiales casi siempre requieren un procesamiento posterior posterior mediante alimentación por bobina. Por ejemplo, una instalación de embalaje cortará un rollo maestro ancho de película plástica. Luego introducen esos rollos estrechos en equipos de envasado de formado, llenado y sellado.
Cizalla rotativa: utiliza dos cuchillas circulares que interactúan. Lo mejor para papel y láminas.
Corte con navaja: utiliza una hoja de afeitar estacionaria. Ideal para películas delgadas y plásticos.
Corte por aplastamiento: Presiona una hoja roma contra un cilindro de yunque endurecido. Funciona bien para textiles y no tejidos.
Máquina cortadora de rollo a hoja
A La máquina cortadora de rollo a hoja funciona de manera completamente diferente. Se centra en los cortes transversales. El mecanismo alimenta el material en banda hasta una longitud muy específica. Luego utiliza una guillotina de alta resistencia o una cuchilla transversal giratoria. Esta cuchilla corta la red en todo su ancho.
El formato de salida principal consta de hojas planas individuales. Los sistemas de alta gama suelen apilar estas hojas automáticamente en una mesa de salida. Estas máquinas son las mejores para materiales rígidos o semirrígidos. Manejan fácilmente papel, cartón, papel de aluminio y laminados especializados. Estas láminas planas están destinadas a operaciones de estampado, impresión plana u operaciones de montaje manual. Proporcionan las unidades discretas exactas necesarias para estos procesos posteriores.
Tabla comparativa de conversiones web
Característica
Máquina cortadora
Máquina laminadora
Dirección de corte
Longitudinal (Ancho)
Transversal (Longitud)
Formato de salida
Rollos continuos
Sábanas planas discretas
Mecanismo de cuchilla
Navaja, cizalla, aplastante
Guillotina, corte transversal giratorio
Materiales típicos
Películas, Cintas, Textiles
Papel, Cartón, Laminados
Evaluación de los criterios de éxito de su producción
Rendimiento frente a tolerancia
Los operadores deben evaluar constantemente el equilibrio entre la velocidad de operación y la precisión dimensional. Medimos la velocidad en metros por minuto. Las máquinas cortadoras alcanzan fácilmente velocidades muy altas porque la banda se mueve continuamente. El material nunca se detiene durante un corte longitudinal.
Las láminas introducen una dinámica diferente. Requiere mecanismos precisos de parada y corte o corte giratorio sincronizado. Una hoja de guillotina requiere que la red se detenga momentáneamente. Este movimiento de parada y marcha inherentemente reduce el rendimiento promedio. Las modernas cortadoras rotativas sincronizadas minimizan estas pausas. Sin embargo, lograr una tolerancia de longitud estricta todavía afecta la velocidad continua de manera diferente que el corte continuo. Debe definir tolerancias aceptables antes de calcular el rendimiento máximo viable.
Integración aguas abajo
Debe enmarcar su decisión sobre el equipo completamente en torno al siguiente paso en la línea de producción. Mire de cerca su flujo de trabajo. Si la siguiente máquina requiere una alimentación continua de la banda, el corte sigue siendo obligatorio. Un aplicador de etiquetas, por ejemplo, no puede aceptar hojas separadas. Necesita un rollo continuo.
Por el contrario, si el siguiente paso requiere unidades discretas, las láminas se convierten en un requisito absoluto. Una prensa troqueladora plana o una impresora offset de hojas no pueden procesar un rollo. Debes suministrarles sábanas planas. Una integración posterior adecuada evita el manejo de cuellos de botella y pasos intermedios innecesarios.
Métricas de desperdicio de materiales
Es vital definir el desperdicio de instalación y el recorte de bordes aceptables. Ambos procesos manejan los residuos de manera diferente. El corte casi siempre requiere la extracción del borde. Los bordes exteriores de un rollo de master suelen estar desiguales o dañados. La máquina corta estos bordes, generando cintas continuas de residuos. Los operadores deben gestionar estos residuos mediante sistemas de extracción por vacío.
Las láminas centran las métricas de desperdicio en la calibración de longitud. Las máquinas mal calibradas generan desechos en el primer y último corte de una tirada. Usted evita este desperdicio garantizando una calibración precisa del rodillo prensador. El mantenimiento regular evita el deslizamiento del material, lo que mantiene estrictas las tolerancias de longitud y minimiza las hojas rechazadas.
Identificar los porcentajes de residuos aceptables de referencia.
Instale sopladores de extracción de molduras para líneas de corte longitudinal.
Calibre los rodillos de alimentación diariamente para las líneas de laminado.
Documente las tasas de rechazo de la primera ejecución.
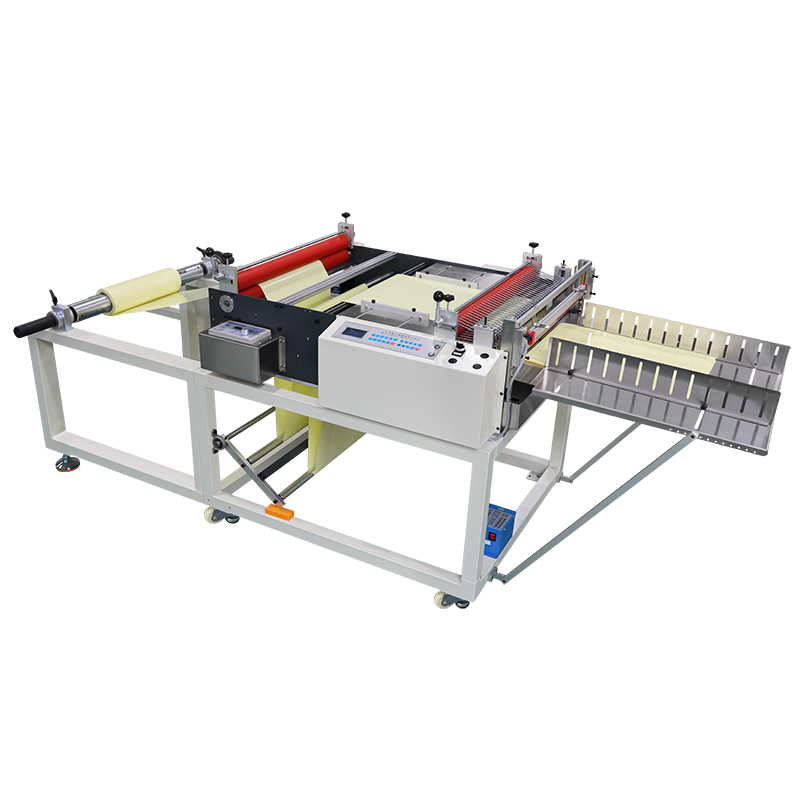
El enfoque híbrido: máquina cortadora de rollo a hoja
Definiendo el híbrido
A veces, la producción exige una reducción simultánea del ancho y del largo. Esto requiere una máquina híbrida. Podemos definir cómo un La máquina cortadora de rollo a hoja combina estas funciones. Alberga cortadoras rotativas en línea colocadas justo antes de una guillotina terminal de corte transversal. El material se desenrolla, pasa a través de las cuchillas cortadoras para dividir el ancho y luego ingresa a la sección de corte transversal.
Caso de uso
Este enfoque híbrido es muy eficaz para aplicaciones específicas de gran volumen. Es ideal para convertir un rollo maestro ancho en varias hojas pequeñas y planas en una sola pasada. Considere una instalación que procesa una banda de papel especial de 60 pulgadas de ancho. Pueden configurar las cortadoras en línea para dividir la red en cuatro tiras de 15 pulgadas. Luego, la guillotina corta transversalmente estas tiras cada 20 pulgadas. La máquina produce cuatro hojas de 15 por 20 pulgadas simultáneamente con cada golpe de la hoja. Esto supera ampliamente el procesamiento del rollo dos veces.
Análisis Costo-Beneficio
La implementación de un sistema híbrido presenta distintas ventajas e inconvenientes. Consolida significativamente el espacio. Combina dos operaciones separadas en una huella física. También reduce el manejo del operador, lo que reduce las demandas de mano de obra. Los trabajadores no necesitan mover los rollos cortados a una laminadora separada.
Sin embargo, aumenta la complejidad de la máquina. La resolución de problemas requiere técnicos altamente capacitados. El tiempo de cambio de herramientas también aumenta en comparación con las máquinas dedicadas de una sola función. Los operadores deben alinear con precisión tanto las cuchillas cortadoras como el mecanismo de guillotina. Debe sopesar este tiempo de inactividad prolongado con los ahorros en mano de obra.
Riesgos de implementación y consideraciones de configuración
Control de tensión web
El control de la tensión dicta la calidad del producto final. Debemos discutir el riesgo crítico de que el material se quede telescópico en las cortadoras. El movimiento telescópico se produce cuando la tensión varía a lo largo del eje de rebobinado, lo que hace que los bordes del rollo se desvíen hacia afuera. Arruina el rollo para la alimentación posterior.
En las cortadoras de láminas, una tensión deficiente provoca una inconsistencia en la longitud. Si la banda se estira ligeramente antes de tocar los rodillos de alimentación, la hoja final se encogerá después del corte. Son obligatorios los sistemas automatizados de control de tensión que utilizan células de carga y frenos neumáticos. Si estos sistemas son inadecuados o están mal calibrados, las tasas de desperdicio se dispararán. Gestionar la elasticidad de la tensión es el desafío de ingeniería más difícil en la conversión web.
Desgaste de la hoja y tiempo de inactividad por mantenimiento
El mantenimiento de las palas afecta directamente los programas de producción. Compare las realidades operativas entre los dos sistemas. Cambiar varias cuchillas cortadoras requiere una alineación precisa. Una cortadora típica puede tener veinte pares de hojas de corte. Los operadores deben establecer la separación y la sobrevelocidad para cada par. Este proceso requiere mucho tiempo y paciencia.
El mantenimiento de una hoja de guillotina transversal de alta resistencia es diferente. La máquina suele tener una sola cuchilla grande. Sin embargo, reemplazarlo requiere equipo de elevación pesado. La hoja debe ser afilada periódicamente por amoladoras especializadas externas. Una guillotina desafilada provoca bordes irregulares y genera un exceso de polvo de papel. Ambas rutinas de mantenimiento requieren cronogramas estrictos para evitar tiempos de inactividad inesperados.
Huella y automatización
Deberás abordar el espacio físico requerido antes de la entrega. Las rebobinadoras cortadoras son relativamente compactas. Se basan en rollos bien enrollados, manteniendo la huella localizada. Se desenrolla y se vuelve a enrollar en una corta distancia lineal.
Las operaciones de rollo a hoja exigen mucho más espacio. Las láminas planas requieren transportadores de salida extensos. Los sistemas de alta velocidad necesitan mesas de apilamiento automatizadas y elevadores de tijera. A medida que la pila crece, la mesa desciende. Esta automatización de salida exige una huella lineal significativamente mayor que las rebobinadoras rollo a rollo. Los administradores de las instalaciones deben planificar el acceso de los montacargas para retirar grandes paletas de hojas apiladas.
Cuadro de evaluación y mitigación de riesgos
Riesgo de implementación
Consecuencia principal
Estrategia de mitigación recomendada
Control deficiente de la tensión
Rollo telescópico/variación de longitud
Instale controladores de tensión de celdas de carga de circuito cerrado.
Cuchillas de corte desafiladas
Bordes irregulares/polvo excesivo
Implementar ciclos programados de afilado de cuchillas.
Planificación espacial inadecuada
Cuellos de botella en el flujo de trabajo en Outfeed
Mapee la huella lineal, incluidas las zonas de recuperación de paletas.
Selección de un fabricante de máquinas cortadoras de rollo a hoja
Pruebas de materiales
Nunca compre equipos sin una prueba de concepto realizada por el proveedor. Siempre debes exigir una Prueba de Aceptación en Fábrica (FAT). Un confiable El fabricante de la máquina cortadora de rollo a hoja ejecutará sus rollos maestros específicos. Lo hacen para demostrar la calidad del corte y validar las afirmaciones de velocidad. Enviar su propio material garantiza que los rodillos de presión manejen sus recubrimientos web específicos sin resbalar ni rayar. Debe ver que la máquina funciona correctamente antes de firmar las aprobaciones finales.
Adaptabilidad de ingeniería
Las máquinas estándar rara vez resuelven desafíos de producción especializados. Busque proveedores capaces de proporcionar una Solución personalizada de corte de rollo a hoja . Deben adaptar el equipo a espesores de material inusuales. Algunas películas delicadas requieren barras de eliminación de estática avanzadas. Otras industrias exigen estándares de cumplimiento de salas blancas específicos. Un equipo de ingeniería capacitado modificará los motores de accionamiento, cambiará los recubrimientos de los rodillos y actualizará el software del PLC para cumplir con sus especificaciones exactas.
Soporte posventa y disponibilidad de piezas
De nada sirve una máquina tirada en el suelo si se estropea y le faltan piezas. Evaluar el Acuerdo de nivel de servicio (SLA) del proveedor. Preste mucha atención a las cuchillas de repuesto y a los motores de accionamiento. Pregunte acerca de sus capacidades de resolución de problemas de PLC. ¿Pueden diagnosticar fallos de software de forma remota? El tiempo de inactividad de la máquina detiene directamente toda la producción posterior. Debe asegurarse de que el proveedor mantenga un inventario local sólido de repuestos críticos.
Conclusión
Matriz de veredicto final
Su elección del equipo de conversión web dicta todo el flujo de producción posterior. Las máquinas cortadoras garantizan que las operaciones de alimentación continua permanezcan completamente abastecidas. Las máquinas laminadoras garantizan un montaje discreto y las líneas de impresión reciben sustratos planos y precisos. Las máquinas híbridas ofrecen una enorme eficiencia en una sola pasada, pero exigen una mayor supervisión técnica. Reconocer su formato de salida principal es el primer paso definitivo en la selección del equipo.
Próximos pasos
Aconsejamos a los compradores que documenten minuciosamente las especificaciones exactas de sus materiales. Registre el ancho de su red, el espesor del material, la resistencia a la tracción y el tamaño del núcleo maestro. Determine matemáticamente las tolerancias de salida requeridas. Complete esta recopilación de datos antes de solicitar cotizaciones o pruebas de proveedores preseleccionados. Las especificaciones claras garantizan que los fabricantes propongan la maquinaria adecuada para sus realidades operativas.
Preguntas frecuentes
P: ¿Puede una máquina realizar tanto corte como laminado?
R: Sí. Las cortadoras-laminadoras híbridas incorporan cuchillas giratorias en línea seguidas de un corte transversal de guillotina. Reducen el ancho y el largo simultáneamente. Sin embargo, enfrentan limitaciones en cuanto al espesor del material. Los materiales extremadamente gruesos o rígidos pueden atascar las cortadoras en línea, lo que hace que se necesiten máquinas dedicadas separadas para aplicaciones de trabajo pesado.
P: ¿Qué causa la variación de longitud en el corte de rollo a hoja?
R: La variación de longitud se debe principalmente al deslizamiento de los rodillos de presión. El control inadecuado de la tensión antes de que la banda entre en la zona de corte también causa problemas. Además, la elasticidad del material juega un papel importante. Si la banda se estira bajo tensión y se corta, luego se contrae, lo que da como resultado una hoja más corta.
P: ¿Cómo manejo la electricidad estática durante el proceso de laminado?
R: La gestión de la estática requiere la instalación de barras antiestáticas activas en la ruta web. Estas barras ionizan el aire, neutralizando la carga estática. Esto es absolutamente necesario para películas y plásticos. Sin eliminación de estática, las láminas livianas se adherirán a la maquinaria o se pegarán durante el proceso de apilado.