
Views: 0 Author: Site Editor Publish Time: 2026-06-22 Origin: Site
Converting master rolls into usable dimensions often becomes a critical bottleneck in modern manufacturing. Production lines rely heavily on precise material sizing to maintain steady output rates. Selecting the wrong web conversion equipment inevitably leads to excessive edge trim, material waste, and workflow delays. The baseline mechanical distinction is straightforward. Slitting reduces web width through longitudinal cuts. Conversely, sheeting reduces web length through transversal cuts.
This article provides procurement and production managers an evidence-based framework. You will learn to evaluate operational needs, assess implementation risks, and choose the correct machine for your specific production line. We base our insights on established engineering principles and real-world shop floor realities.
A slitting machine converts wide master rolls into narrower rolls, ideal for continuous-feed downstream processes.
A Roll To Sheet Cutting Machine converts master rolls into flat, stacked rectangular pieces of specific lengths, required for discrete packaging or printing processes.
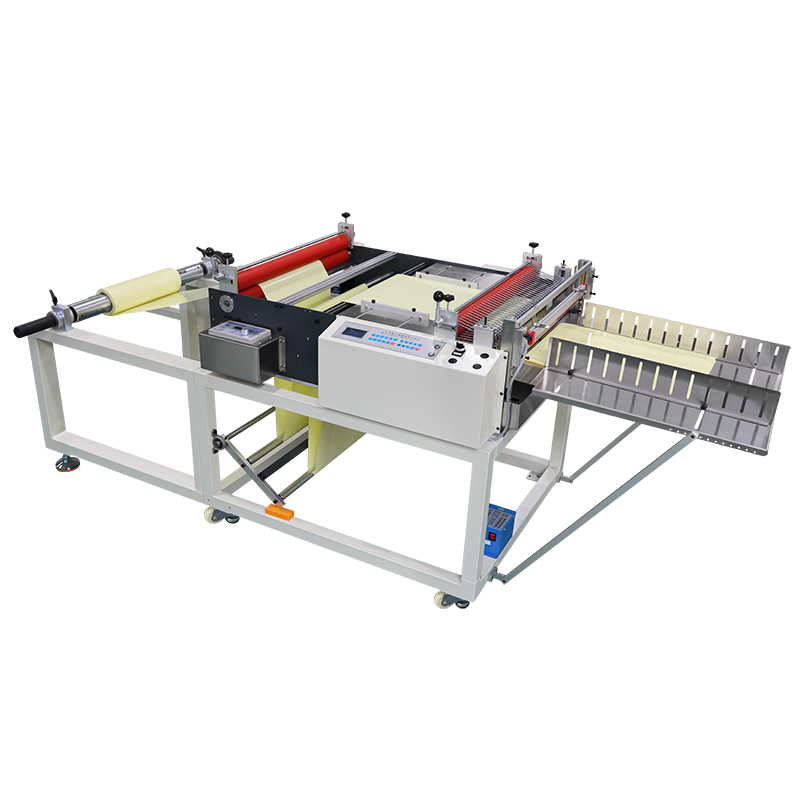
Hybrid equipment (Roll To Sheet Slitting Machine) exists for facilities requiring simultaneous width reduction and cross-cutting.
Evaluating a manufacturer requires looking beyond baseline speed to assess tension control, blade durability, and material-specific testing capabilities.
Slitting machines operate on a continuous roll-to-roll principle. They take a large master roll and divide it into several narrower rolls. The mechanism relies heavily on different blade configurations depending on the material. Manufacturers typically utilize rotary shear, razor, or crush cut blades. These blades slice the web longitudinally as the machine unwinds it. Once cut, the system rewinds the material onto multiple smaller cores.
The primary output format is always a narrow continuous roll. These machines excel in processing flexible materials. They are best for film, tape, textiles, and flexible packaging. Such materials almost always require further roll-fed processing downstream. For example, a packaging facility will slit a wide master roll of plastic film. They then feed those narrow rolls into form-fill-seal packaging equipment.
Rotary Shear: Uses two interacting circular blades. Best for paper and foils.
Razor Cut: Uses a stationary razor blade. Ideal for thin films and plastics.
Crush Cut: Presses a blunt blade against a hardened anvil cylinder. Works well for non-wovens and textiles.
A Roll To Sheet Cutting Machine functions entirely differently. It focuses on transversal cuts. The mechanism feeds the web material to a highly specific length. It then utilizes a heavy-duty guillotine or a rotary cross-cut knife. This blade severs the web across its entire width.
The primary output format consists of flat, individual sheets. High-end systems often stack these sheets automatically on an outfeed table. These machines are best for rigid or semi-rigid materials. They easily handle paper, cardboard, foil, and specialized laminates. These flat sheets are destined for stamping, flat-bed printing, or manual assembly operations. They provide the exact discrete units required for these subsequent processes.
Web Conversion Comparison Table | ||
Feature | Slitting Machine | Sheeting Machine |
|---|---|---|
Cut Direction | Longitudinal (Width) | Transversal (Length) |
Output Format | Continuous Rolls | Discrete Flat Sheets |
Blade Mechanism | Razor, Shear, Crush | Guillotine, Rotary Cross-Cut |
Typical Materials | Films, Tapes, Textiles | Paper, Board, Laminates |
Operators must constantly assess the trade-off between operating speed and dimensional accuracy. We measure speed in meters per minute. Slitting machines easily reach very high speeds because the web moves continuously. The material never stops during a longitudinal cut.
Sheeting introduces a different dynamic. It requires precise stop-and-cut mechanisms or synchronized rotary cutting. A guillotine blade requires the web to pause momentarily. This stop-and-go motion inherently lowers average throughput. Modern synchronized rotary cutters minimize this pausing. However, achieving tight length tolerance still impacts continuous speed differently than continuous slitting. You must define acceptable tolerances before calculating maximum viable throughput.
You should frame your equipment decision entirely around the next step in the production line. Look closely at your workflow. If the next machine requires a continuous web feed, slitting remains mandatory. A label applicator, for instance, cannot accept separate sheets. It needs a continuous roll.
Conversely, if the next step requires discrete units, sheeting becomes an absolute requirement. A flatbed die-cutting press or a sheet-fed offset printer cannot process a roll. You must supply them flat sheets. Proper downstream integration prevents handling bottlenecks and unnecessary intermediary steps.
Defining acceptable setup waste and edge trim is vital. Both processes handle waste differently. Slitting almost always requires edge trim extraction. The outer edges of a master roll are often uneven or damaged. The machine slices these edges off, generating continuous ribbons of waste. Operators must manage this waste via vacuum extraction systems.
Sheeting focuses waste metrics on length calibration. Poorly calibrated machines create scrap on the first and last cuts of a run. You avoid this waste by ensuring precise nip roller calibration. Regular maintenance prevents material slippage, thereby keeping length tolerances tight and minimizing rejected sheets.
Identify baseline acceptable waste percentages.
Install trim extraction blowers for slitting lines.
Calibrate feed rollers daily for sheeting lines.
Document first-run reject rates.
Sometimes, production demands both width and length reduction simultaneously. This requires a hybrid machine. We can define how a Roll To Sheet Slitting Machine combines these functions. It houses inline rotary slitters positioned just before a terminal cross-cut guillotine. The material unwinds, passes through the slitting blades for width division, and then feeds into the cross-cutting section.
This hybrid approach is highly effective for specific high-volume applications. It is ideal for converting a wide master roll into multiple small, flat sheets in a single pass. Consider a facility processing a 60-inch wide web of specialty paper. They can set the inline slitters to divide the web into four 15-inch strips. The guillotine then cross-cuts these strips every 20 inches. The machine outputs four 15-inch by 20-inch sheets simultaneously with every strike of the blade. This vastly outperforms processing the roll twice.
Deploying a hybrid system presents distinct advantages and drawbacks. It consolidates floor space significantly. You combine two separate operations into one physical footprint. It also reduces operator handling, lowering labor demands. Workers do not need to move slit rolls to a separate sheeter.
However, it increases machine complexity. Troubleshooting issues requires highly skilled technicians. Tooling changeover time also increases compared to dedicated single-function machines. Operators must align both the slitting knives and the guillotine mechanism precisely. You must weigh this extended downtime against the labor savings.
Tension control dictates final product quality. We must discuss the critical risk of material telescoping in slitters. Telescoping occurs when tension varies across the rewind shaft, causing the roll edges to dish outward. It ruins the roll for downstream feeding.
In sheet cutters, poor tension causes length-inconsistency. If the web stretches slightly before hitting the feed rollers, the final sheet will shrink after cutting. Automated tension control systems utilizing load cells and pneumatic brakes are mandatory. If these systems are inadequate or poorly calibrated, scrap rates will skyrocket. Managing tension elasticity is the hardest engineering challenge in web conversion.
Blade maintenance directly affects production schedules. Compare the operational realities between the two systems. Changing multiple slitter knives requires precision alignment. A typical slitter might have twenty pairs of shear blades. Operators must set the gap and overspeed for each pair. This process takes considerable time and patience.
Maintaining a heavy-duty transversal guillotine blade is different. The machine usually has only one large blade. However, replacing it requires heavy lifting equipment. The blade must be sharpened regularly by specialized off-site grinders. A dull guillotine causes ragged edges and creates excessive paper dust. Both maintenance routines require strict schedules to avoid unexpected downtime.
You must address the physical space required before delivery. Slitting rewinders are relatively compact. They rely on tightly wound rolls, keeping the footprint localized. You unroll and reroll in a short linear distance.
Roll to sheet operations demand much more space. Flat sheets require extensive outfeed conveyors. High-speed systems need automated stacking tables and scissor lifts. As the stack grows, the table lowers. This outfeed automation demands a significantly larger linear footprint than roll-to-roll rewinders. Facility managers must map out forklift access for removing large pallets of stacked sheets.
Risk Assessment and Mitigation Chart | ||
Implementation Risk | Primary Consequence | Recommended Mitigation Strategy |
|---|---|---|
Poor Tension Control | Roll Telescoping / Length Variance | Install closed-loop load cell tension controllers. |
Dull Cutting Blades | Ragged Edges / Excessive Dust | Implement scheduled blade sharpening cycles. |
Inadequate Space Planning | Workflow Bottlenecks at Outfeed | Map linear footprint including pallet retrieval zones. |
Never purchase equipment without a vendor-run proof of concept. You should always demand a Factory Acceptance Test (FAT). A reliable roll to sheet cutting machine manufacturer will run your specific master rolls. They do this to prove cut quality and validate speed claims. Submitting your own material ensures the nip rollers handle your specific web coatings without slipping or scratching. You must see the machine perform successfully before signing final approvals.
Standard machines rarely solve specialized production challenges. Look for vendors capable of providing a custom roll to sheet cutting solution. They must tailor the equipment to unusual material thicknesses. Some delicate films require advanced static elimination bars. Other industries mandate specific cleanroom compliance standards. A capable engineering team will modify drive motors, swap roller coatings, and upgrade PLC software to meet your exact specifications.
A machine on the floor is useless if it breaks and you lack parts. Evaluate the vendor's Service Level Agreement (SLA). Pay close attention to replacement blades and drive motors. Ask about their PLC troubleshooting capabilities. Can they diagnose software faults remotely? Machine downtime directly halts all downstream production. You must ensure the vendor maintains a robust local inventory of critical spare parts.
Your choice of web conversion equipment dictates the entire flow of downstream production. Slitting machines ensure continuous-feed operations remain fully stocked. Sheeting machines guarantee discrete assembly and printing lines receive accurate, flat substrates. Hybrid machines offer tremendous single-pass efficiency but demand higher technical oversight. Recognizing your primary output format is the definitive first step in equipment selection.
We advise buyers to document their exact material specs thoroughly. Record your web width, material thickness, tensile strength, and master core size. Determine your required output tolerances mathematically. Complete this data gathering before requesting quotes or trial runs from shortlisted vendors. Clear specifications ensure manufacturers propose the right machinery for your operational realities.
A: Yes. Hybrid slitter-sheeters incorporate inline rotary blades followed by a guillotine cross-cut. They reduce width and length simultaneously. However, they face limitations regarding material thickness. Extremely thick or rigid materials can jam the inline slitters, making separate dedicated machines necessary for heavy-duty applications.
A: Length variation stems primarily from slippage in the nip rollers. Improper tension control before the web enters the cutting zone also causes issues. Furthermore, material elasticity plays a major role. If the web stretches under tension and is cut, it shrinks back afterward, resulting in a shorter sheet.
A: Managing static requires installing active anti-static bars across the web path. These bars ionize the air, neutralizing the static charge. This is an absolute necessity for films and plastics. Without static elimination, lightweight sheets will cling to the machinery or stick together during the stacking process.
