
Просмотры: 0 Автор: Редактор сайта Время публикации: 18.06.2026 Происхождение: Сайт
Преобразование мастер-рулонов в пригодные для использования размеры часто становится критическим узким местом в современном производстве. Производственные линии в значительной степени полагаются на точный размер материала для поддержания стабильной производительности. Выбор неправильного оборудования для конвертации рулонов неизбежно приводит к чрезмерной обрезке кромок, потерям материала и задержкам рабочего процесса. Базовое механическое различие очевидно. Разрезание уменьшает ширину полотна за счет продольных разрезов. И наоборот, листовое покрытие уменьшает длину полотна за счет поперечных разрезов.
В этой статье менеджерам по закупкам и производству представлена научно обоснованная концепция. Вы научитесь оценивать операционные потребности, оценивать риски внедрения и выбирать подходящую машину для вашей конкретной производственной линии. Мы основываем свои идеи на признанных инженерных принципах и реалиях реальных цехов.
Бобинорезательная машина преобразует широкие мастер-рулоны в более узкие, что идеально подходит для последующих процессов с непрерывной подачей.
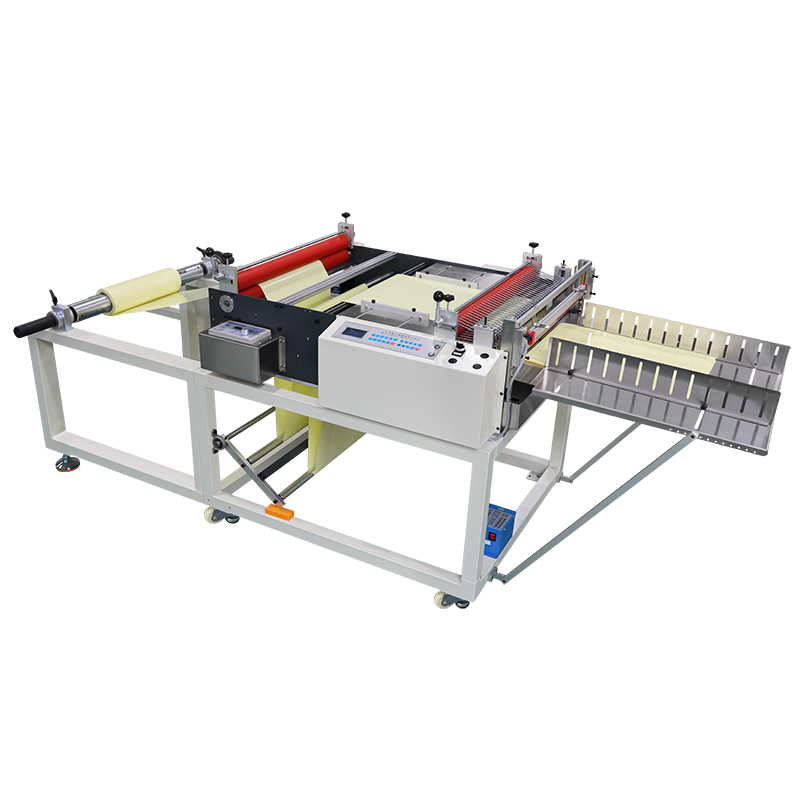
Машина для резки рулонов на листы преобразует мастер-рулоны в плоские, сложенные друг на друга прямоугольные куски определенной длины, необходимые для дискретной упаковки или процессов печати.
Гибридное оборудование (машина для продольной резки рулонов) существует для предприятий, требующих одновременного уменьшения ширины и поперечной резки.
Для оценки производителя необходимо выйти за рамки базовой скорости, чтобы оценить контроль натяжения, долговечность лезвия и возможности тестирования конкретного материала.
Машины продольной резки работают по принципу непрерывного рулона. Берут большой мастер-рулон и делят его на несколько более узких рулонов. Механизм во многом зависит от различных конфигураций лезвий в зависимости от материала. Производители обычно используют вращающиеся ножницы, бритвы или лезвия для дробления. Эти лезвия разрезают полотно в продольном направлении, пока машина его разматывает. После резки система перематывает материал на несколько меньших сердечников.
Основной выходной формат всегда представляет собой узкий непрерывный рулон. Эти машины превосходно справляются с обработкой гибких материалов. Они лучше всего подходят для пленки, ленты, текстиля и гибкой упаковки. Такие материалы почти всегда требуют дальнейшей обработки в рулонах. Например, упаковочное предприятие разрезает широкий рулон пластиковой пленки. Затем они подают эти узкие рулоны в упаковочное оборудование для формования, наполнения и запечатывания.
Роторные ножницы: используются два взаимодействующих круглых лезвия. Лучше всего подходит для бумаги и фольги.
Бритвенная резка: используется стационарное лезвие бритвы. Идеально подходит для тонких пленок и пластиков.
Crush Cut: прижимает тупое лезвие к закаленному цилиндру наковальни. Хорошо подходит для нетканых материалов и текстиля.
А Машина для резки рулонных листов работает совершенно по-другому. Основное внимание уделяется поперечным разрезам. Механизм подает рулонный материал на строго определенную длину. Затем используется мощная гильотина или вращающийся поперечный нож. Это лезвие разрезает полотно по всей его ширине.
Основной выходной формат состоит из плоских отдельных листов. Высокопроизводительные системы часто автоматически укладывают эти листы на разгрузочный стол. Эти машины лучше всего подходят для твердых или полужестких материалов. Они легко справляются с бумагой, картоном, фольгой и специализированным ламинатом. Эти плоские листы предназначены для штамповки, плоской печати или операций ручной сборки. Они обеспечивают точные дискретные единицы, необходимые для этих последующих процессов.
Сравнительная таблица веб-конверсий |
||
Особенность |
продольно-резательная машина |
листорезальная машина |
|---|---|---|
Направление резки |
Продольный (ширина) |
Поперечное (длина) |
Формат вывода |
Непрерывные рулоны |
Дискретные плоские листы |
Механизм лезвия |
Бритва, Срез, Раздавливание |
Гильотина, Ротационная поперечная резка |
Типичные материалы |
Пленки, ленты, текстиль |
Бумага, картон, ламинат |
Операторы должны постоянно оценивать компромисс между рабочей скоростью и точностью размеров. Мы измеряем скорость в метрах в минуту. Машины продольной резки легко достигают очень высоких скоростей, поскольку полотно движется непрерывно. Материал никогда не останавливается во время продольного разреза.
Листинг привносит другую динамику. Для этого требуются точные механизмы остановки и резки или синхронизированная вращательная резка. Лезвие гильотины требует, чтобы паутина на мгновение остановилась. Это движение с остановкой и движением по своей сути снижает среднюю пропускную способность. Современные синхронизированные ротационные фрезы минимизируют эту паузу. Однако достижение жестких допусков по длине по-прежнему влияет на непрерывную скорость иначе, чем на непрерывную резку. Прежде чем рассчитывать максимально эффективную пропускную способность, необходимо определить приемлемые допуски.
При выборе оборудования вам следует полностью принять решение о следующем этапе производственной линии. Посмотрите внимательно на свой рабочий процесс. Если следующей машине требуется непрерывная подача полотна, резка остается обязательной. Например, аппликатор этикеток не может принимать отдельные листы. Нужен непрерывный рулон.
И наоборот, если следующий шаг требует дискретных единиц, листовое покрытие становится абсолютным требованием. Планшетный высекальный пресс или листовой офсетный принтер не могут обработать рулон. Вы должны предоставить им плоские листы. Правильная интеграция последующих этапов предотвращает устранение узких мест и ненужных промежуточных шагов.
Очень важно определить допустимые отходы при установке и обрезку кромок. Оба процесса обрабатывают отходы по-разному. Для резки почти всегда требуется удаление обрезков кромок. Внешние края рулона мастера часто неровные или повреждены. Машина срезает эти края, образуя непрерывные ленты отходов. Операторы должны управлять этими отходами с помощью систем вакуумной экстракции.
Sheeting фокусирует показатели отходов на калибровке длины. Плохо откалиброванные станки создают брак на первом и последнем проходе. Вы избежите этих потерь, обеспечив точную калибровку прижимного ролика. Регулярное техническое обслуживание предотвращает проскальзывание материала, тем самым обеспечивая жесткие допуски по длине и сводя к минимуму количество бракованных листов.
Определите базовый приемлемый процент отходов.
Установите воздуходувки для вытяжки обрезков на линиях продольной резки.
Ежедневно калибруйте подающие ролики линий раскатки.
Задокументируйте процент отказов при первом запуске.
Иногда производство требует одновременного уменьшения ширины и длины. Для этого нужна гибридная машина. Мы можем определить, как Машина для продольной резки рулонов сочетает в себе эти функции. В нем расположены линейные ротационные продольно-резательные станки, расположенные непосредственно перед конечной гильотиной поперечной резки. Материал разматывается, проходит через продольно-резательные ножи для разделения по ширине, а затем подается в секцию поперечной резки.
Этот гибридный подход очень эффективен для конкретных крупномасштабных приложений. Он идеально подходит для преобразования широкого рулона мастера в несколько небольших плоских листов за один проход. Рассмотрим предприятие, обрабатывающее полотно специальной бумаги шириной 60 дюймов. Они могут установить продольно-резательные машины для разделения полотна на четыре 15-дюймовые полосы. Затем гильотина разрезает эти полосы через каждые 20 дюймов. Машина выводит четыре листа размером 15 на 20 дюймов одновременно при каждом ударе лезвия. Это значительно превосходит двойную обработку рулона.
Развертывание гибридной системы имеет явные преимущества и недостатки. Он значительно консолидирует площадь помещения. Вы объединяете две отдельные операции в один физический след. Это также снижает трудоемкость работы оператора, снижая трудозатраты. Рабочим не нужно перемещать разрезные рулоны в отдельную раскаточную машину.
Однако это увеличивает сложность машины. Для устранения неполадок требуются высококвалифицированные специалисты. Время смены инструмента также увеличивается по сравнению со специализированными однофункциональными станками. Операторы должны точно выровнять как режущие ножи, так и гильотинный механизм. Вы должны сопоставить это продолжительное время простоя с экономией труда.
Контроль натяжения определяет качество конечного продукта. Мы должны обсудить критический риск телескопирования материала в продольно-резательных станках. Телескопирование происходит, когда натяжение на валу перемотки меняется, в результате чего края рулона выгибаются наружу. Это портит рулон для последующей подачи.
В листорезных станках плохое натяжение приводит к несоответствию длины. Если полотно слегка растянется перед попаданием на подающие ролики, конечный лист сожмется после резки. Автоматизированные системы контроля натяжения, использующие тензодатчики и пневматические тормоза, являются обязательными. Если эти системы неадекватны или плохо откалиброваны, процент брака резко возрастет. Управление эластичностью натяжения — самая сложная инженерная задача в веб-конверсии.
Техническое обслуживание лезвий напрямую влияет на производственные графики. Сравните реалии эксплуатации двух систем. Замена нескольких ножей продольной резки требует точного выравнивания. Типичная продольная резка может иметь двадцать пар ножей. Операторы должны установить зазор и превышение скорости для каждой пары. Этот процесс требует значительного времени и терпения.
Обслуживание тяжелого поперечного гильотинного полотна отличается от других. Машина обычно имеет только одно большое лезвие. Однако для его замены требуется тяжелая подъемная техника. Лезвие необходимо регулярно затачивать на специализированных шлифовальных станках. Тупая гильотина приводит к образованию неровных краев и чрезмерному образованию бумажной пыли. Обе процедуры технического обслуживания требуют строгого графика во избежание непредвиденных простоев.
Перед доставкой вы должны указать необходимое физическое пространство. Режущие перемоточные машины относительно компактны. Они полагаются на плотно намотанные рулоны, что позволяет локализовать след. Вы разворачиваетесь и перекатываетесь на коротком линейном расстоянии.
Операции с рулоном на лист требуют гораздо больше места. Плоские листы требуют обширных выходных конвейеров. Высокоскоростные системы требуют автоматизированных штабелирующих столов и ножничных подъемников. По мере роста стека стол опускается. Такая автоматизация разгрузки требует значительно большей линейной площади, чем перемоточные машины с рулона на рулон. Менеджеры объектов должны планировать доступ к вилочным погрузчикам для удаления больших поддонов со стопками листов.
Схема оценки и снижения рисков |
||
Риск реализации |
Первичное следствие |
Рекомендуемая стратегия смягчения последствий |
|---|---|---|
Плохой контроль натяжения |
Телескопирование рулона/изменение длины |
Установите контроллеры натяжения тензодатчиков с замкнутым контуром. |
Тупые режущие лезвия |
Рваные края/чрезмерное количество пыли |
Внедряйте плановые циклы заточки лезвий. |
Неадекватное планирование пространства |
Узкие места рабочего процесса на выходе |
Нанесите на карту линейную зону, включая зоны извлечения поддонов. |
Никогда не приобретайте оборудование без подтверждения концепции, предоставленного поставщиком. Вы всегда должны требовать прохождения заводских приемочных испытаний (FAT). Надежный Производитель машины для резки рулонов в листы изготовит ваши конкретные мастер-рулоны. Они делают это, чтобы доказать качество резки и подтвердить заявления о скорости. Использование собственного материала гарантирует, что прижимные ролики справятся с вашими конкретными покрытиями полотна, не скользя и не царапая. Прежде чем подписывать окончательные утверждения, вы должны убедиться в успешной работе машины.
Стандартные машины редко решают специализированные производственные задачи. Ищите поставщиков, способных предоставить индивидуальное решение для резки рулонов на листы . Им приходится адаптировать оборудование к материалам необычной толщины. Для некоторых деликатных пленок требуются усовершенствованные планки для устранения статического электричества. Другие отрасли требуют соблюдения определенных стандартов для чистых помещений. Опытная команда инженеров модифицирует приводные двигатели, поменяет покрытия роликов и обновит программное обеспечение ПЛК в точном соответствии с вашими спецификациями.
Машина на полу бесполезна, если она сломается и у вас нет запчастей. Оцените соглашение об уровне обслуживания (SLA) поставщика. Обратите особое внимание на замену лезвий и приводных двигателей. Спросите об их возможностях устранения неполадок ПЛК. Могут ли они диагностировать неисправности программного обеспечения удаленно? Простой оборудования приводит к остановке всего последующего производства. Вы должны убедиться, что поставщик поддерживает надежный местный запас критически важных запасных частей.
Выбор оборудования для веб-конвертации определяет весь процесс последующего производства. Машины продольной резки обеспечивают полную загрузку операций непрерывной подачи. Листорезальные машины гарантируют дискретную сборку, а линии печати получают точные, плоские подложки. Гибридные машины обеспечивают потрясающую эффективность за один проход, но требуют более высокого технического контроля. Распознавание основного формата вывода — решающий первый шаг при выборе оборудования.
Мы советуем покупателям тщательно документировать точные характеристики материалов. Запишите ширину полотна, толщину материала, прочность на разрыв и основной размер сердцевины. Определите необходимые выходные допуски математически. Завершите сбор данных, прежде чем запрашивать расценки или пробные запуски у поставщиков, включенных в короткий список. Четкие спецификации гарантируют, что производители предложат подходящее оборудование для ваших условий эксплуатации.
А: Да. Гибридные продольно-раскроечные машины включают в себя линейные вращающиеся лезвия с последующей гильотинной поперечной резкой. Они одновременно уменьшают ширину и длину. Однако они сталкиваются с ограничениями относительно толщины материала. Чрезвычайно толстые или жесткие материалы могут заблокировать линейные продольно-резательные станки, поэтому для тяжелых условий эксплуатации необходимы отдельные специальные машины.
Ответ: Изменение длины происходит главным образом из-за проскальзывания прижимных роликов. Неправильный контроль натяжения перед входом полотна в зону резки также вызывает проблемы. Кроме того, важную роль играет эластичность материала. Если полотно растягивается под натяжением и разрезается, оно впоследствии сжимается, в результате чего лист становится короче.
О: Для управления статикой необходимо установить активные антистатические планки поперек веб-пути. Эти бруски ионизируют воздух, нейтрализуя статический заряд. Это абсолютная необходимость для пленок и пластиков. Без устранения статического заряда легкие листы будут прилипать к оборудованию или слипаться во время процесса штабелирования.
