
Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Tarihi: 2026-06-18 Kaynak: Alan
Master ruloların kullanılabilir boyutlara dönüştürülmesi, modern üretimde sıklıkla kritik bir darboğaz haline gelir. Üretim hatları, sabit çıktı oranlarını korumak için büyük ölçüde hassas malzeme boyutlandırmasına dayanır. Yanlış web dönüştürme ekipmanının seçilmesi kaçınılmaz olarak aşırı kenar kesmeye, malzeme israfına ve iş akışında gecikmelere yol açar. Temel mekanik ayrım basittir. Dilme, uzunlamasına kesimler yoluyla ağ genişliğini azaltır. Tersine, kaplama enine kesimler yoluyla ağ uzunluğunu azaltır.
Bu makale, satın alma ve üretim yöneticilerine kanıta dayalı bir çerçeve sunmaktadır. Operasyonel ihtiyaçları değerlendirmeyi, uygulama risklerini değerlendirmeyi ve özel üretim hattınız için doğru makineyi seçmeyi öğreneceksiniz. İçgörülerimizi yerleşik mühendislik ilkelerine ve gerçek dünyadaki atölye gerçeklerine dayandırıyoruz.
Dilme makinesi, geniş ana ruloları daha dar rulolara dönüştürür; bu, sürekli beslemeli alt prosesler için idealdir.
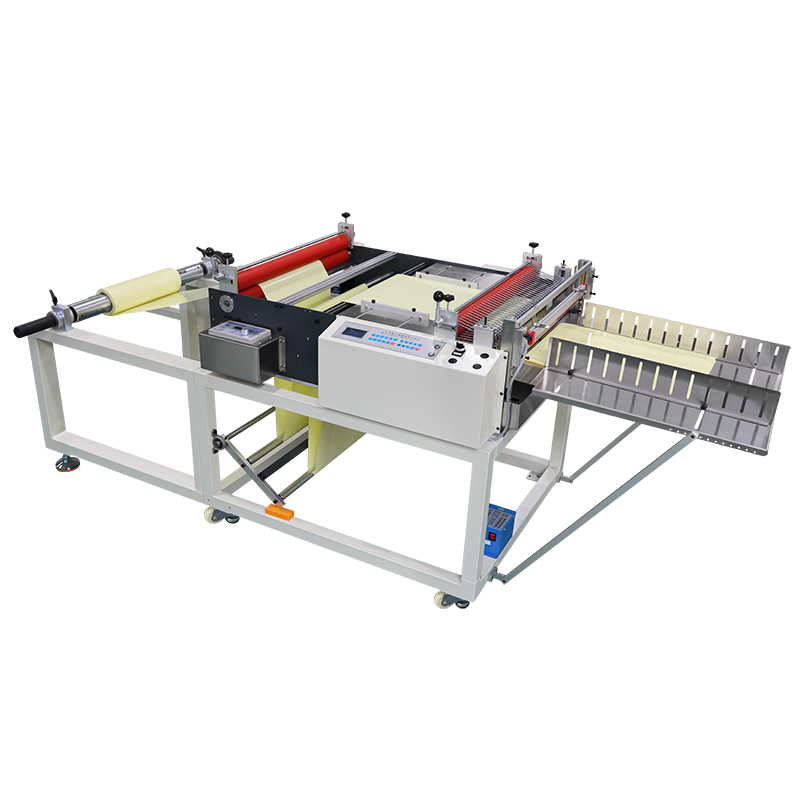
Rulodan Levhaya Kesme Makinesi, ana ruloları ayrı paketleme veya baskı işlemleri için gerekli olan belirli uzunluklarda düz, istiflenmiş dikdörtgen parçalara dönüştürür.
Eş zamanlı genişlik azaltma ve çapraz kesme gerektiren tesisler için hibrit ekipman (Rulodan Levhaya Dilme Makinesi) mevcuttur.
Bir üreticiyi değerlendirmek, gerilim kontrolünü, bıçak dayanıklılığını ve malzemeye özel test yeteneklerini değerlendirmek için temel hızın ötesine bakmayı gerektirir.
Dilme makineleri sürekli rulodan ruloya prensibiyle çalışır. Büyük bir ana rulo alıp onu daha dar birkaç ruloya bölüyorlar. Mekanizma, malzemeye bağlı olarak büyük ölçüde farklı bıçak konfigürasyonlarına dayanır. Üreticiler genellikle döner kesme, tıraş makinesi veya ezerek kesme bıçakları kullanır. Bu bıçaklar, makine onu çözerken ağı uzunlamasına keser. Sistem kesildikten sonra malzemeyi birden fazla küçük çekirdeğe geri sarıyor.
Birincil çıktı formatı her zaman dar ve sürekli bir rulodur. Bu makineler esnek malzemelerin işlenmesinde mükemmeldir. Film, bant, tekstil ve esnek ambalajlar için en iyisidirler. Bu tür malzemeler neredeyse her zaman aşağı yönde daha fazla rulo beslemeli işlem gerektirir. Örneğin, bir paketleme tesisi geniş bir ana plastik film rulosunu kesecektir. Daha sonra bu dar ruloları form-doldur-kapat paketleme ekipmanına beslerler.
Döner Makas: Etkileşen iki dairesel bıçak kullanır. Kağıt ve folyolar için en iyisi.
Jilet Kesimi: Sabit bir tıraş bıçağı kullanır. İnce filmler ve plastikler için idealdir.
Ezerek Kesme: Kör bir bıçağı sertleştirilmiş bir örs silindirine doğru bastırır. Dokunmamış kumaşlar ve tekstiller için iyi çalışır.
A Rulodan Sac Kesme Makinesi tamamen farklı çalışır. Enine kesimlere odaklanır. Mekanizma, ağ malzemesini son derece spesifik bir uzunluğa kadar besler. Daha sonra ağır hizmet tipi bir giyotin veya döner çapraz kesim bıçağı kullanılır. Bu bıçak ağı tüm genişliği boyunca keser.
Birincil çıktı formatı düz, ayrı sayfalardan oluşur. İleri teknoloji sistemler genellikle bu sayfaları otomatik olarak bir çıkış masasına istifler. Bu makineler sert veya yarı sert malzemeler için en iyisidir. Kağıt, karton, folyo ve özel laminatları kolaylıkla işlerler. Bu düz sayfalar damgalama, düz yataklı yazdırma veya manuel montaj işlemleri için tasarlanmıştır. Sonraki işlemler için gereken tam ayrı birimleri sağlarlar.
Web Dönüşümü Karşılaştırma Tablosu |
||
Özellik |
Dilme Makinası |
Kaplama Makinası |
|---|---|---|
Kesim Yönü |
Boyuna (Genişlik) |
Enine (Uzunluk) |
Çıkış Formatı |
Sürekli Rulolar |
Ayrık Düz Sayfalar |
Bıçak Mekanizması |
Jilet, Makas, Ezmek |
Giyotin, Döner Çapraz Kesim |
Tipik Malzemeler |
Filmler, Bantlar, Tekstiller |
Kağıt, Karton, Laminatlar |
Operatörler, çalışma hızı ile boyutsal doğruluk arasındaki dengeyi sürekli olarak değerlendirmelidir. Hızı dakika başına metre cinsinden ölçeriz. Dilme makineleri, tülbentin sürekli hareket etmesi nedeniyle kolaylıkla çok yüksek hızlara ulaşır. Malzeme uzunlamasına kesim sırasında asla durmaz.
Kaplama farklı bir dinamik getiriyor. Hassas durdurma ve kesme mekanizmaları veya senkronize döner kesme gerektirir. Giyotin bıçağı, ağın bir an için duraklamasını gerektirir. Bu dur-kalk hareketi doğal olarak ortalama verimi düşürür. Modern senkronize döner kesiciler bu duraklamayı en aza indirir. Ancak dar uzunluk toleransına ulaşmak, sürekli hızı sürekli dilmeye göre farklı şekilde etkiler. Uygulanabilir maksimum verimi hesaplamadan önce kabul edilebilir toleransları tanımlamanız gerekir.
Ekipman kararınızı tamamen üretim hattındaki bir sonraki adıma göre çerçevelemelisiniz. İş akışınıza yakından bakın. Bir sonraki makinenin sürekli bir ürün beslemesi gerektirmesi durumunda dilme işlemi zorunlu olmaya devam eder. Örneğin bir etiket aplikatörü ayrı sayfaları kabul edemez. Sürekli bir ruloya ihtiyacı var.
Tersine, eğer bir sonraki adım ayrı birimler gerektiriyorsa, kaplama mutlak bir gereklilik haline gelir. Düz yataklı kalıp kesme presi veya tabaka beslemeli ofset yazıcı bir ruloyu işleyemez. Onlara düz levhalar sağlamanız gerekir. Doğru aşağı yönlü entegrasyon, darboğazların ve gereksiz ara adımların ele alınmasını önler.
Kabul edilebilir kurulum israfının ve kenar triminin tanımlanması hayati öneme sahiptir. Her iki süreç de atıkları farklı şekilde ele alır. Dilme neredeyse her zaman kenar triminin çıkarılmasını gerektirir. Master rulonun dış kenarları genellikle düzgün değildir veya hasarlıdır. Makine bu kenarları keserek sürekli atık şeritleri oluşturur. Operatörler bu atığı vakumlu ekstraksiyon sistemleri aracılığıyla yönetmelidir.
Kaplama, atık ölçümlerini uzunluk kalibrasyonuna odaklar. Kötü kalibre edilmiş makineler, bir çalışmanın ilk ve son kesimlerinde hurdaya neden olur. Hassas kıstırma silindiri kalibrasyonu sağlayarak bu israfın önüne geçersiniz. Düzenli bakım, malzemenin kaymasını önler, böylece uzunluk toleranslarını sıkı tutar ve reddedilen tabakaları en aza indirir.
Temel kabul edilebilir atık yüzdelerini belirleyin.
Dilme hatları için trim çıkarma üfleyicilerini takın.
Kaplama hatları için besleme silindirlerini günlük olarak kalibre edin.
İlk çalıştırmada reddetme oranlarını belgeleyin.
Bazen üretim hem genişliğin hem de uzunluğun aynı anda azaltılmasını gerektirir. Bunun için hibrit bir makine gerekiyor. nasıl yapılacağını tanımlayabiliriz Rulodan Saca Dilme Makinesi bu fonksiyonları birleştirir. Terminal çapraz kesim giyotinin hemen önce konumlandırılmış hat içi döner kesicilere sahiptir. Malzeme açılır, genişlik bölümü için dilme bıçaklarından geçer ve ardından enine kesme bölümüne beslenir.
Bu hibrit yaklaşım, belirli yüksek hacimli uygulamalar için oldukça etkilidir. Geniş bir ana ruloyu tek geçişte çok sayıda küçük, düz sayfaya dönüştürmek için idealdir. 60 inç genişliğinde özel kağıt ağını işleyen bir tesisi düşünün. Hat içi kesicileri, ağı dört adet 15 inçlik şeritlere bölecek şekilde ayarlayabilirler. Giyotin daha sonra bu şeritleri her 20 inçte bir çapraz keser. Makine, bıçağın her vuruşunda aynı anda dört adet 15 inç x 20 inç boyutunda sayfa çıkarır. Bu, rulonun iki kez işlenmesinden çok daha iyi performans gösterir.
Hibrit bir sistemin kullanılması, belirgin avantajlar ve dezavantajlar sunar. Zemin alanını önemli ölçüde birleştirir. İki ayrı işlemi tek bir fiziksel ayak izinde birleştiriyorsunuz. Aynı zamanda operatörün kullanımını azaltarak iş gücü taleplerini azaltır. İşçilerin kesilmiş ruloları ayrı bir tabakaya taşımasına gerek yoktur.
Ancak makinenin karmaşıklığını artırır. Sorun giderme, yüksek vasıflı teknisyenler gerektirir. Takım değiştirme süresi de özel tek fonksiyonlu makinelerle karşılaştırıldığında artar. Operatörler hem dilme bıçaklarını hem de giyotin mekanizmasını hassas bir şekilde hizalamalıdır. Bu uzun aksama süresini iş gücü tasarrufuyla karşılaştırmalısınız.
Gerginlik kontrolü nihai ürün kalitesini belirler. Dilme makinelerinde malzemenin iç içe geçmesinin kritik riskini tartışmalıyız. Geri sarma mili boyunca gerilim değişip rulo kenarlarının dışarı doğru bombelenmesine neden olduğunda teleskoplanma meydana gelir. Aşağı yönde besleme için ruloyu mahveder.
Sac kesicilerde zayıf gerilim uzunluk tutarsızlığına neden olur. Ağ, besleme silindirlerine çarpmadan önce hafifçe esnerse, son tabaka kesimden sonra küçülecektir. Yük hücrelerini ve pnömatik frenleri kullanan otomatik gerilim kontrol sistemleri zorunludur. Bu sistemler yetersizse veya kalibre edilmemişse hurda oranları hızla artacaktır. Gerilme esnekliğini yönetmek, web dönüşümündeki en zorlu mühendislik sorunudur.
Bıçak bakımı üretim programlarını doğrudan etkiler. İki sistem arasındaki operasyonel gerçekleri karşılaştırın. Birden fazla dilme bıçağının değiştirilmesi hassas hizalama gerektirir. Tipik bir dilme makinesinde yirmi çift kesme bıçağı bulunabilir. Operatörler her çift için boşluğu ve aşırı hızı ayarlamalıdır. Bu süreç oldukça zaman ve sabır gerektirir.
Ağır hizmet tipi enine giyotin bıçağının bakımı farklıdır. Makinenin genellikle yalnızca bir büyük bıçağı vardır. Ancak değiştirilmesi ağır kaldırma ekipmanı gerektirir. Bıçağın, özel saha dışı taşlama makineleri tarafından düzenli olarak bilenmesi gerekir. Kör giyotin kenarların pürüzlü olmasına ve aşırı kağıt tozu oluşmasına neden olur. Her iki bakım rutini de beklenmedik arıza sürelerini önlemek için katı programlar gerektirir.
Teslimattan önce gereken fiziksel alanı belirlemelisiniz. Dilme sarıcıları nispeten kompakttır. Ayak izini lokalize tutan sıkı sarılmış rulolara güveniyorlar. Kısa bir doğrusal mesafede açılır ve yeniden sarılırsınız.
Rulodan tabakaya operasyonlar çok daha fazla alan gerektirir. Düz levhalar kapsamlı çıkış konveyörleri gerektirir. Yüksek hızlı sistemler, otomatik istifleme masalarına ve makaslı kaldırıcılara ihtiyaç duyar. Yığın büyüdükçe masa alçalır. Bu dışarı besleme otomasyonu, rulodan ruloya geri sarıcılardan önemli ölçüde daha büyük bir doğrusal ayak izi gerektirir. Tesis yöneticileri, büyük istiflenmiş levha paletlerini kaldırmak için forklift erişimini planlamalıdır.
Risk Değerlendirme ve Azaltma Tablosu |
||
Uygulama Riski |
Birincil Sonuç |
Önerilen Etki Azaltma Stratejisi |
|---|---|---|
Zayıf Gerilim Kontrolü |
Rulo Teleskopik / Uzunluk Değişikliği |
Kapalı döngü yük hücresi gerilim kontrolörlerini takın. |
Kör Kesme Bıçakları |
Düzensiz Kenarlar / Aşırı Toz |
Planlanmış bıçak bileme döngülerini uygulayın. |
Yetersiz Alan Planlaması |
Çıkışta İş Akışı Darboğazları |
Palet alma bölgeleri de dahil olmak üzere doğrusal ayak izini haritalayın. |
Satıcı tarafından yürütülen bir konsept kanıtı olmadan asla ekipmanı satın almayın. Her zaman Fabrika Kabul Testi (FAT) talep etmelisiniz. Güvenilir rulodan tabakaya kesme makinesi üreticisi özel ana rulolarınızı çalıştıracaktır. Bunu kesim kalitesini kanıtlamak ve hız iddialarını doğrulamak için yaparlar. Kendi malzemenizi göndermek, kıstırma silindirlerinin özel web kaplamalarınızı kaymadan veya çizmeden işlemesini sağlar. Nihai onayları imzalamadan önce makinenin başarılı bir şekilde çalıştığını görmelisiniz.
Standart makineler, özel üretim zorluklarını nadiren çözer. sağlama kapasitesine sahip satıcıları arayın. özel rulodan tabakaya kesme çözümü . Ekipmanı alışılmadık malzeme kalınlıklarına göre uyarlamaları gerekiyor. Bazı hassas filmler gelişmiş statik eleme çubukları gerektirir. Diğer endüstriler belirli temiz oda uyumluluk standartlarını zorunlu kılmaktadır. Yetenekli bir mühendislik ekibi, tam spesifikasyonlarınızı karşılamak için tahrik motorlarını, değiştirme silindiri kaplamalarını değiştirecek ve PLC yazılımını yükseltecektir.
Yerdeki bir makine kırılırsa ve parçaları eksikse işe yaramaz. Satıcının Hizmet Düzeyi Sözleşmesini (SLA) değerlendirin. Yedek bıçaklara ve tahrik motorlarına çok dikkat edin. PLC sorun giderme yeteneklerini sorun. Yazılım hatalarını uzaktan teşhis edebilirler mi? Makinenin aksama süresi tüm sonraki üretimleri doğrudan durdurur. Satıcının, kritik yedek parçaların sağlam bir yerel envanterini tuttuğundan emin olmalısınız.
Web dönüştürme ekipmanı seçiminiz, üretimin tüm akışını belirler. Dilme makineleri, sürekli besleme işlemlerinin tamamen stoklu kalmasını sağlar. Kaplama makineleri ayrık montajı garanti eder ve baskı hatları doğru, düz alt tabakalar alır. Hibrit makineler muazzam tek geçiş verimliliği sunar ancak daha yüksek teknik gözetim gerektirir. Birincil çıktı formatınızı tanımak, ekipman seçiminde kesin ilk adımdır.
Alıcılara malzeme özelliklerini tam olarak belgelemelerini tavsiye ederiz. Web genişliğinizi, malzeme kalınlığınızı, gerilme mukavemetinizi ve ana çekirdek boyutunuzu kaydedin. Gerekli çıkış toleranslarınızı matematiksel olarak belirleyin. Kısa listedeki satıcılardan fiyat teklifi veya deneme çalıştırması istemeden önce bu veri toplama işlemini tamamlayın. Açık spesifikasyonlar, üreticilerin operasyonel gerçekleriniz için doğru makineleri önermesini sağlar.
C: Evet. Hibrit dilme-tabakalama makinelerinde hat içi döner bıçaklar ve ardından giyotin çapraz kesim bulunur. Genişliği ve uzunluğu aynı anda azaltırlar. Ancak malzeme kalınlığı konusunda sınırlamalarla karşı karşıyadırlar. Son derece kalın veya sert malzemeler hat içi kesicileri sıkıştırabilir ve ağır iş uygulamaları için ayrı özel makinelerin gerekli olmasını sağlayabilir.
C: Uzunluk değişimi öncelikle kıstırma silindirlerindeki kaymadan kaynaklanır. Web kesme bölgesine girmeden önce uygun olmayan gerginlik kontrolü de sorunlara neden olur. Ayrıca malzeme esnekliği önemli bir rol oynar. Ağ gerilim altında uzarsa ve kesilirse, daha sonra tekrar büzülür ve bu da daha kısa bir tabakayla sonuçlanır.
C: Statiği yönetmek, web yolu boyunca aktif anti-statik çubukların kurulmasını gerektirir. Bu çubuklar havayı iyonize ederek statik yükü nötralize eder. Bu, filmler ve plastikler için mutlak bir gerekliliktir. Statik eliminasyon olmadan, hafif tabakalar istifleme işlemi sırasında makineye yapışacak veya birbirine yapışacaktır.
