
Lượt xem: 0 Tác giả: Site Editor Thời gian xuất bản: 18-06-2026 Nguồn gốc: Địa điểm
Việc chuyển đổi các cuộn chế bản thành các kích thước có thể sử dụng được thường trở thành một trở ngại nghiêm trọng trong sản xuất hiện đại. Dây chuyền sản xuất phụ thuộc nhiều vào việc định cỡ vật liệu chính xác để duy trì tốc độ đầu ra ổn định. Việc chọn sai thiết bị chuyển đổi web chắc chắn sẽ dẫn đến việc cắt cạnh quá mức, lãng phí vật liệu và chậm trễ trong quy trình làm việc. Sự phân biệt cơ học cơ bản là đơn giản. Rạch làm giảm chiều rộng của web thông qua các vết cắt dọc. Ngược lại, tấm làm giảm chiều dài web thông qua các vết cắt ngang.
Bài viết này cung cấp cho các nhà quản lý thu mua và sản xuất một khuôn khổ dựa trên bằng chứng. Bạn sẽ học cách đánh giá nhu cầu vận hành, đánh giá rủi ro triển khai và chọn máy phù hợp cho dây chuyền sản xuất cụ thể của mình. Chúng tôi dựa trên những hiểu biết sâu sắc của mình về các nguyên tắc kỹ thuật đã được thiết lập và thực tế của nhà máy trong thế giới thực.
Một máy rạch chuyển đổi các cuộn chủ rộng thành các cuộn hẹp hơn, lý tưởng cho các quy trình cấp liệu liên tục ở phía sau.
Máy cắt cuộn thành tờ chuyển đổi các cuộn chủ thành các mảnh hình chữ nhật phẳng, xếp chồng lên nhau có độ dài cụ thể, cần thiết cho quy trình in hoặc đóng gói riêng biệt.
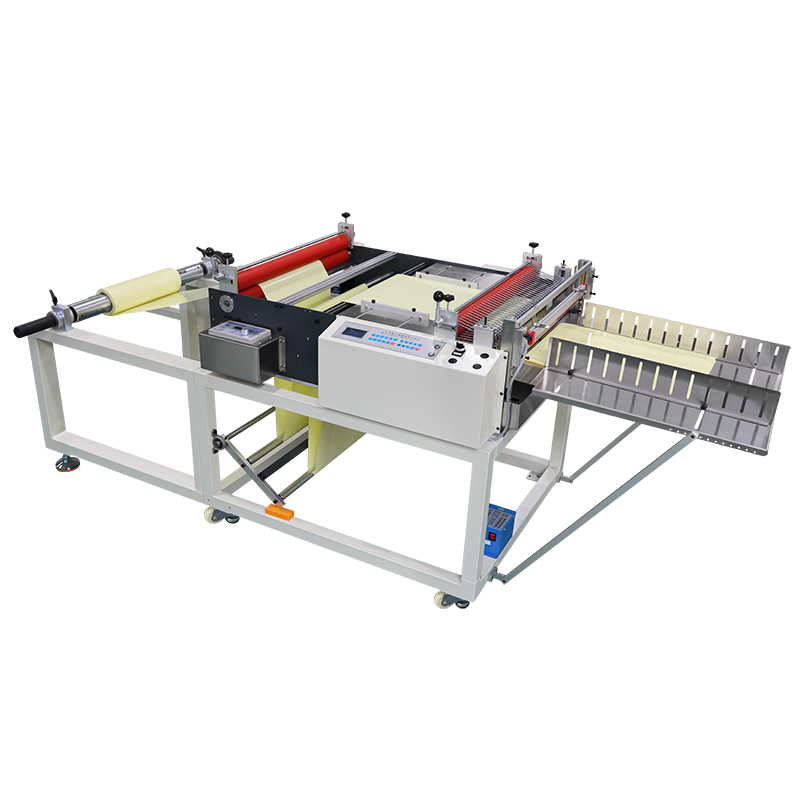
Thiết bị lai (Máy chia cuộn thành tấm) tồn tại dành cho các cơ sở yêu cầu giảm chiều rộng và cắt ngang đồng thời.
Việc đánh giá một nhà sản xuất đòi hỏi phải nhìn xa hơn tốc độ cơ bản để đánh giá khả năng kiểm soát độ căng, độ bền của lưỡi dao và khả năng kiểm tra cụ thể của vật liệu.
Máy rạch hoạt động theo nguyên tắc cuộn liên tục. Họ lấy một cuộn giấy lớn và chia nó thành nhiều cuộn hẹp hơn. Cơ chế này phụ thuộc rất nhiều vào các cấu hình lưỡi dao khác nhau tùy thuộc vào vật liệu. Các nhà sản xuất thường sử dụng lưỡi cắt quay, dao cạo hoặc lưỡi cắt nghiền. Những lưỡi dao này sẽ cắt màng theo chiều dọc khi máy tháo nó ra. Sau khi cắt, hệ thống sẽ cuộn lại vật liệu thành nhiều lõi nhỏ hơn.
Định dạng đầu ra chính luôn là cuộn liên tục hẹp. Những máy này vượt trội trong việc xử lý các vật liệu linh hoạt. Chúng phù hợp nhất cho phim, băng keo, hàng dệt và bao bì mềm. Những vật liệu như vậy hầu như luôn yêu cầu xử lý cuộn tiếp theo ở phía dưới. Ví dụ, một cơ sở đóng gói sẽ rạch một cuộn màng nhựa rộng. Sau đó, họ đưa những cuộn giấy hẹp đó vào thiết bị đóng gói dạng đóng dấu.
Cắt quay: Sử dụng hai lưỡi cắt tròn tương tác. Tốt nhất cho giấy và lá.
Razor Cut: Sử dụng một lưỡi dao cạo cố định. Lý tưởng cho màng mỏng và nhựa.
Cắt nghiền: Nhấn một lưỡi dao cùn vào trụ đe cứng. Hoạt động tốt cho các sản phẩm không dệt và dệt may.
MỘT Máy cắt cuộn thành tấm hoạt động hoàn toàn khác. Nó tập trung vào các vết cắt ngang. Cơ chế này cung cấp nội dung web theo một độ dài cụ thể. Sau đó, nó sử dụng máy chém hạng nặng hoặc dao cắt chéo quay. Lưỡi kiếm này cắt đứt mạng lưới trên toàn bộ chiều rộng của nó.
Định dạng đầu ra chính bao gồm các tờ giấy phẳng, riêng lẻ. Các hệ thống cao cấp thường tự động xếp các tờ giấy này lên bàn nạp giấy. Những máy này là tốt nhất cho vật liệu cứng hoặc bán cứng. Chúng dễ dàng xử lý giấy, bìa cứng, giấy bạc và các loại giấy cán mỏng chuyên dụng. Những tấm phẳng này được dành cho các hoạt động dập, in trên giường phẳng hoặc lắp ráp thủ công. Họ cung cấp các đơn vị riêng biệt chính xác cần thiết cho các quy trình tiếp theo này.
Bảng so sánh chuyển đổi trên web |
||
Tính năng |
Máy rạch |
Máy tấm |
|---|---|---|
Hướng cắt |
Theo chiều dọc (Chiều rộng) |
Ngang (Chiều dài) |
Định dạng đầu ra |
cuộn liên tục |
Tấm phẳng rời rạc |
Cơ chế lưỡi |
Dao cạo, cắt, nghiền nát |
Chém, cắt ngang quay |
Vật liệu điển hình |
Phim, Băng, Dệt may |
Giấy, Bảng, Cán mỏng |
Người vận hành phải liên tục đánh giá sự cân bằng giữa tốc độ vận hành và độ chính xác về kích thước. Chúng tôi đo tốc độ tính bằng mét trên phút. Máy rạch dễ dàng đạt tốc độ rất cao vì màng chuyển động liên tục. Vật liệu không bao giờ dừng lại trong quá trình cắt dọc.
Tấm giới thiệu một năng động khác. Nó đòi hỏi cơ chế dừng và cắt chính xác hoặc cắt quay đồng bộ. Một lưỡi chém yêu cầu trang web tạm dừng trong giây lát. Chuyển động dừng và đi này vốn đã làm giảm thông lượng trung bình. Máy cắt quay đồng bộ hiện đại giảm thiểu việc tạm dừng này. Tuy nhiên, việc đạt được dung sai chiều dài chặt chẽ vẫn tác động đến tốc độ liên tục khác với việc rạch liên tục. Bạn phải xác định dung sai chấp nhận được trước khi tính toán thông lượng khả thi tối đa.
Bạn nên đưa ra quyết định về thiết bị hoàn toàn xoay quanh bước tiếp theo trong dây chuyền sản xuất. Hãy nhìn kỹ vào quy trình làm việc của bạn. Nếu máy tiếp theo yêu cầu nguồn cấp dữ liệu web liên tục thì việc rạch vẫn là bắt buộc. Ví dụ, một dụng cụ dán nhãn không thể chấp nhận các tờ riêng biệt. Nó cần một cuộn liên tục.
Ngược lại, nếu bước tiếp theo yêu cầu các đơn vị riêng biệt thì việc tạo tấm sẽ trở thành một yêu cầu tuyệt đối. Máy ép khuôn phẳng hoặc máy in offset dạng tờ không thể xử lý cuộn. Bạn phải cung cấp cho họ những tấm phẳng. Việc tích hợp xuôi dòng phù hợp sẽ ngăn chặn việc xử lý các tắc nghẽn và các bước trung gian không cần thiết.
Xác định mức độ lãng phí thiết lập có thể chấp nhận được và việc cắt cạnh là rất quan trọng. Cả hai quy trình đều xử lý chất thải khác nhau. Việc rạch hầu như luôn yêu cầu trích xuất phần cắt cạnh. Các mép ngoài của cuộn chế bản thường không đều hoặc bị hư hỏng. Máy cắt các cạnh này ra, tạo ra các dải băng thải liên tục. Người vận hành phải quản lý chất thải này thông qua hệ thống hút chân không.
Tấm tập trung các số liệu lãng phí vào việc hiệu chỉnh chiều dài. Máy được hiệu chỉnh kém sẽ tạo ra phế liệu ở lần cắt đầu tiên và cuối cùng của quá trình vận hành. Bạn tránh lãng phí này bằng cách đảm bảo hiệu chuẩn con lăn kẹp chính xác. Việc bảo trì thường xuyên giúp ngăn ngừa hiện tượng trượt vật liệu, do đó giữ chặt dung sai chiều dài và giảm thiểu các tờ bị loại bỏ.
Xác định tỷ lệ phần trăm chất thải có thể chấp nhận được ở mức cơ bản.
Lắp đặt máy thổi khí cắt cho các đường rạch.
Hiệu chỉnh các con lăn cấp liệu hàng ngày cho dây chuyền sản xuất tấm.
Ghi lại tỷ lệ từ chối trong lần chạy đầu tiên.
Đôi khi, quá trình sản xuất đòi hỏi phải giảm đồng thời cả chiều rộng và chiều dài. Điều này đòi hỏi một máy lai. Chúng ta có thể định nghĩa làm thế nào một Máy rạch cuộn sang tấm kết hợp các chức năng này. Nó chứa các máy xén quay nội tuyến được đặt ngay trước máy chém cắt ngang đầu cuối. Vật liệu thư giãn, đi qua các lưỡi rạch để phân chia chiều rộng, sau đó đưa vào phần cắt ngang.
Phương pháp kết hợp này có hiệu quả cao đối với các ứng dụng có khối lượng lớn cụ thể. Đó là lý tưởng để chuyển đổi một cuộn chế bản rộng thành nhiều tờ giấy phẳng, nhỏ trong một lần chuyển. Hãy xem xét một cơ sở xử lý một mạng lưới giấy đặc biệt rộng 60 inch. Họ có thể đặt các bộ chia nội tuyến để chia web thành bốn dải 15 inch. Sau đó, máy chém sẽ cắt chéo các dải này cứ sau 20 inch. Máy xuất ra đồng thời bốn tờ giấy 15 inch x 20 inch với mỗi cú đánh của lưỡi dao. Điều này vượt trội hơn nhiều so với việc xử lý cuộn hai lần.
Việc triển khai một hệ thống lai có những ưu điểm và nhược điểm riêng biệt. Nó củng cố không gian sàn đáng kể. Bạn kết hợp hai hoạt động riêng biệt thành một dấu chân vật lý. Nó cũng làm giảm việc xử lý của người vận hành, giảm nhu cầu lao động. Công nhân không cần phải di chuyển các cuộn có rãnh sang một máy cán riêng.
Tuy nhiên, nó làm tăng độ phức tạp của máy. Việc khắc phục sự cố đòi hỏi kỹ thuật viên phải có tay nghề cao. Thời gian chuyển đổi dụng cụ cũng tăng lên so với các máy đơn chức năng chuyên dụng. Người vận hành phải căn chỉnh chính xác cả dao rạch và cơ cấu máy chém. Bạn phải cân nhắc thời gian ngừng hoạt động kéo dài này với mức tiết kiệm nhân công.
Kiểm soát độ căng quyết định chất lượng sản phẩm cuối cùng. Chúng ta phải thảo luận về rủi ro nghiêm trọng của việc thu gọn vật liệu trong máy xén. Hiện tượng co rút xảy ra khi lực căng thay đổi trên trục tua lại, làm cho các mép cuộn bị lệch ra ngoài. Nó làm hỏng cuộn cho ăn ở hạ lưu.
Trong máy cắt tấm, độ căng kém gây ra độ dài không nhất quán. Nếu màng căng ra một chút trước khi chạm vào con lăn nạp, tấm cuối cùng sẽ co lại sau khi cắt. Hệ thống kiểm soát lực căng tự động sử dụng cảm biến tải trọng và phanh khí nén là bắt buộc. Nếu các hệ thống này không đầy đủ hoặc hiệu chuẩn kém, tỷ lệ phế liệu sẽ tăng vọt. Quản lý độ co giãn của lực căng là thách thức kỹ thuật khó khăn nhất trong chuyển đổi web.
Việc bảo trì lưỡi dao ảnh hưởng trực tiếp đến tiến độ sản xuất. So sánh thực tế hoạt động giữa hai hệ thống. Việc thay đổi nhiều dao cắt đòi hỏi phải căn chỉnh chính xác. Một máy xén thông thường có thể có hai mươi cặp lưỡi cắt. Người vận hành phải đặt khoảng cách và tốc độ vượt quá cho mỗi cặp. Quá trình này cần có thời gian và sự kiên nhẫn đáng kể.
Việc duy trì một lưỡi máy chém ngang hạng nặng lại khác. Máy thường chỉ có một lưỡi dao lớn. Tuy nhiên, việc thay thế nó đòi hỏi phải có thiết bị nâng hạng nặng. Lưỡi dao phải được mài sắc thường xuyên bằng máy mài chuyên dụng ngoài công trường. Máy chém xỉn màu khiến các cạnh bị rách và tạo ra nhiều bụi giấy. Cả hai quy trình bảo trì đều yêu cầu lịch trình nghiêm ngặt để tránh thời gian ngừng hoạt động ngoài dự kiến.
Bạn phải giải quyết không gian vật lý cần thiết trước khi giao hàng. Máy chia cuộn tương đối nhỏ gọn. Họ dựa vào những cuộn giấy được quấn chặt, giữ cho dấu chân được định vị. Bạn cuộn lại và cuộn lại trong một khoảng cách tuyến tính ngắn.
Hoạt động cuộn thành tờ đòi hỏi nhiều không gian hơn. Tấm phẳng yêu cầu băng tải đầu ra rộng rãi. Hệ thống tốc độ cao cần bàn xếp tự động và xe nâng cắt kéo. Khi ngăn xếp tăng lên, bảng sẽ hạ xuống. Việc tự động hóa nguồn cấp dữ liệu này đòi hỏi dấu chân tuyến tính lớn hơn đáng kể so với máy cuộn cuộn. Người quản lý cơ sở phải vạch ra cách tiếp cận bằng xe nâng để di chuyển các pallet lớn chứa các tấm xếp chồng lên nhau.
Biểu đồ đánh giá và giảm thiểu rủi ro |
||
Rủi ro thực hiện |
Hậu quả chính |
Chiến lược giảm thiểu được đề xuất |
|---|---|---|
Kiểm soát căng thẳng kém |
Kính thiên văn cuộn / Phương sai chiều dài |
Cài đặt bộ điều khiển lực căng tế bào tải vòng kín. |
Lưỡi cắt xỉn màu |
Các cạnh rách rưới / Bụi quá mức |
Thực hiện các chu kỳ mài lưỡi theo lịch trình. |
Quy hoạch không gian không phù hợp |
Tắc nghẽn quy trình làm việc ở Outfeed |
Lập bản đồ dấu chân tuyến tính bao gồm các vùng thu hồi pallet. |
Không bao giờ mua thiết bị mà không có bằng chứng về ý tưởng của nhà cung cấp. Bạn phải luôn yêu cầu Kiểm tra nghiệm thu tại nhà máy (FAT). Một sự đáng tin cậy Nhà sản xuất máy cắt cuộn sang tấm sẽ chạy các cuộn chế bản cụ thể của bạn. Họ làm điều này để chứng minh chất lượng cắt và xác nhận các tuyên bố về tốc độ. Việc gửi tài liệu của riêng bạn sẽ đảm bảo con lăn nip xử lý các lớp phủ web cụ thể của bạn mà không bị trượt hoặc trầy xước. Bạn phải xem máy hoạt động thành công trước khi ký phê duyệt cuối cùng.
Máy móc tiêu chuẩn hiếm khi giải quyết được những thách thức sản xuất chuyên biệt. Tìm kiếm các nhà cung cấp có khả năng cung cấp giải pháp cắt cuộn sang tấm tùy chỉnh . Họ phải điều chỉnh thiết bị theo độ dày vật liệu khác thường. Một số loại phim mỏng cần có thanh khử tĩnh điện tiên tiến. Các ngành công nghiệp khác yêu cầu các tiêu chuẩn tuân thủ phòng sạch cụ thể. Đội ngũ kỹ thuật có năng lực sẽ sửa đổi động cơ truyền động, thay đổi lớp phủ con lăn và nâng cấp phần mềm PLC để đáp ứng các thông số kỹ thuật chính xác của bạn.
Một chiếc máy trên sàn sẽ vô dụng nếu nó bị hỏng và bạn thiếu phụ tùng. Đánh giá Thỏa thuận cấp độ dịch vụ (SLA) của nhà cung cấp. Hãy chú ý đến các lưỡi thay thế và động cơ truyền động. Hỏi về khả năng xử lý sự cố PLC của họ. Họ có thể chẩn đoán lỗi phần mềm từ xa không? Thời gian ngừng hoạt động của máy trực tiếp làm dừng tất cả hoạt động sản xuất ở hạ nguồn. Bạn phải đảm bảo nhà cung cấp duy trì lượng tồn kho phụ tùng quan trọng tại địa phương dồi dào.
Sự lựa chọn của bạn về thiết bị chuyển đổi web sẽ quyết định toàn bộ quy trình sản xuất tiếp theo. Máy chia cuộn đảm bảo hoạt động cấp liệu liên tục vẫn được dự trữ đầy đủ. Máy tạo tấm đảm bảo dây chuyền lắp ráp và in riêng biệt nhận được chất nền phẳng, chính xác. Máy hybrid mang lại hiệu quả vượt trội trong một lần vận hành nhưng yêu cầu giám sát kỹ thuật cao hơn. Nhận biết định dạng đầu ra chính của bạn là bước đầu tiên trong việc lựa chọn thiết bị.
Chúng tôi khuyên người mua nên ghi lại thông số kỹ thuật vật liệu chính xác của họ một cách kỹ lưỡng. Ghi lại chiều rộng web, độ dày vật liệu, độ bền kéo và kích thước lõi chính của bạn. Xác định dung sai đầu ra cần thiết của bạn bằng toán học. Hoàn thành việc thu thập dữ liệu này trước khi yêu cầu báo giá hoặc chạy thử từ các nhà cung cấp trong danh sách rút gọn. Thông số kỹ thuật rõ ràng đảm bảo các nhà sản xuất đề xuất máy móc phù hợp với thực tế hoạt động của bạn.
Đ: Vâng. Máy xẻ rãnh lai kết hợp các lưỡi quay nội tuyến, sau đó là máy chém cắt ngang. Chúng giảm chiều rộng và chiều dài cùng một lúc. Tuy nhiên, họ phải đối mặt với những hạn chế về độ dày vật liệu. Các vật liệu cực dày hoặc cứng có thể làm kẹt các máy xén nội tuyến, khiến các máy chuyên dụng riêng biệt trở nên cần thiết cho các ứng dụng hạng nặng.
Đáp: Sự thay đổi chiều dài chủ yếu bắt nguồn từ sự trượt ở các con lăn kẹp. Kiểm soát lực căng không đúng cách trước khi màng đi vào vùng cắt cũng gây ra vấn đề. Hơn nữa, độ đàn hồi của vật liệu đóng một vai trò quan trọng. Nếu mạng bị căng ra và bị cắt, sau đó nó sẽ co lại, dẫn đến tấm vải ngắn hơn.
Trả lời: Quản lý tĩnh yêu cầu cài đặt các thanh chống tĩnh điện hoạt động trên đường dẫn web. Những thanh này ion hóa không khí, trung hòa điện tích tĩnh. Đây là một điều cần thiết tuyệt đối cho phim và nhựa. Nếu không khử tĩnh điện, các tấm nhẹ sẽ bám vào máy hoặc dính vào nhau trong quá trình xếp chồng.
