
צפיות: 0 מחבר: עורך האתר זמן פרסום: 2026-06-18 מקור: אֲתַר
המרת גלילי מאסטר לממדים שמישים הופכת לעתים קרובות לצוואר בקבוק קריטי בייצור מודרני. קווי ייצור מסתמכים במידה רבה על גודל חומר מדויק כדי לשמור על קצבי תפוקה קבועים. בחירת ציוד המרת רשת שגוי מובילה בהכרח לקיצוץ קצה מוגזם, בזבוז חומרים ועיכובים בזרימת העבודה. ההבחנה המכנית הבסיסית היא פשוטה. חיתוך מפחית את רוחב הרשת באמצעות חיתוכים אורכיים. לעומת זאת, יריעות מצמצמות את אורך הרשת באמצעות חיתוכים רוחביים.
מאמר זה מספק למנהלי רכש וייצור מסגרת מבוססת ראיות. תלמד להעריך צרכים תפעוליים, להעריך סיכוני יישום ולבחור את המכונה הנכונה עבור קו הייצור הספציפי שלך. אנו מבססים את התובנות שלנו על עקרונות הנדסיים מבוססים ומציאות אמיתית ברצפת החנות.
מכונת חיתוך ממירה גלילי מאסטר רחבים לגלילים צרים יותר, אידיאלית לתהליכי הזנה רציפה במורד הזרם.
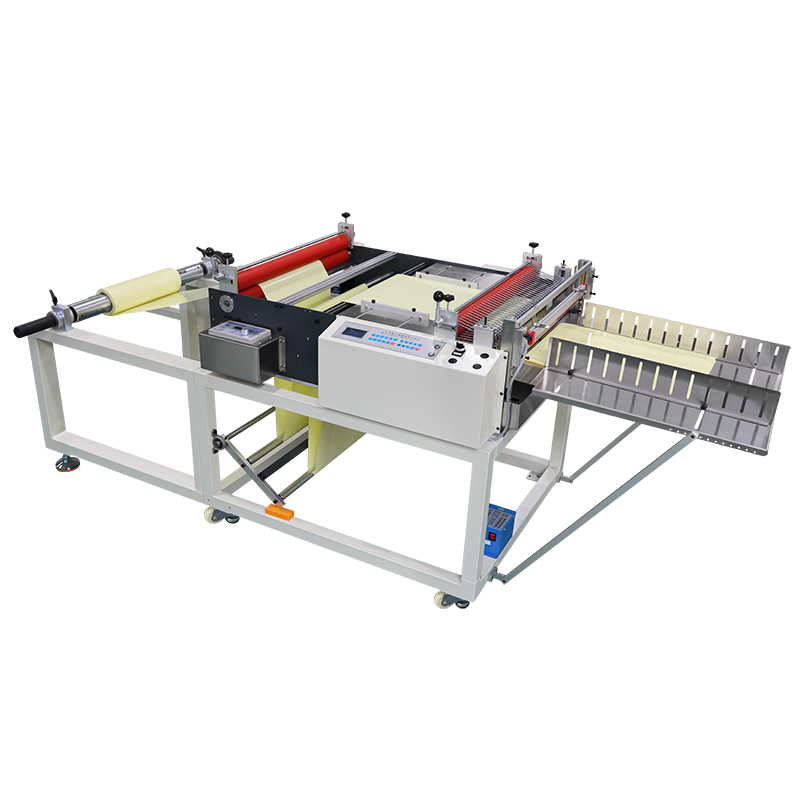
מכונת חיתוך גליל לגיליון ממירה גלילי מאסטר לחתיכות מלבניות שטוחות ומוערמות באורכים ספציפיים, הנדרשים לתהליכי אריזה או הדפסה נפרדים.
ציוד היברידי (Roll To Sheet Slitting Machine) קיים עבור מתקנים הדורשים הפחתת רוחב וחיתוך רוחב בו-זמנית.
הערכת יצרן דורשת הסתכלות מעבר למהירות הבסיס כדי להעריך בקרת מתח, עמידות הלהב ויכולות בדיקה ספציפיות לחומר.
מכונות חיתוך פועלות על עיקרון מתמשך של גלגול לגלגול. הם לוקחים גליל מאסטר גדול ומחלקים אותו למספר גלילים צרים יותר. המנגנון מסתמך במידה רבה על תצורות להב שונות בהתאם לחומר. יצרנים משתמשים בדרך כלל בלהבי גזירה סיבובית, סכין גילוח או חתך כתוש. להבים אלה פורסים את הרשת לאורך כשהמכונה משחררת אותו. לאחר החיתוך, המערכת מגלגלת את החומר לאחור למספר ליבות קטנות יותר.
פורמט הפלט העיקרי הוא תמיד גליל מתמשך צר. מכונות אלו מצטיינות בעיבוד חומרים גמישים. הם הטובים ביותר עבור סרט, סרט, טקסטיל ואריזות גמישות. חומרים כאלה דורשים כמעט תמיד עיבוד נוסף המוזן בגלילים במורד הזרם. לדוגמה, מתקן אריזה ישסף גליל ראשי רחב של סרט פלסטיק. לאחר מכן הם מאכילים את הגלילים הצרים האלה לתוך ציוד אריזה-מילוי-איטום.
גזירה סיבובית: משתמש בשני להבים עגולים המקיימים אינטראקציה. הכי טוב לנייר ולנייר כסף.
חיתוך גילוח: משתמש בסכין גילוח נייח. אידיאלי עבור סרטים דקים ופלסטיק.
Crush Cut: לוחץ להב קהה כנגד גליל סדן מוקשה. עובד היטב עבור לא ארוגים וטקסטיל.
א מכונת חיתוך גליל לגיליון מתפקדת אחרת לגמרי. הוא מתמקד בחיתוכים רוחביים. המנגנון מזין את חומר הרשת לאורך מאוד ספציפי. לאחר מכן הוא משתמש בגיליוטינה כבדה או בסכין חתוכה סיבובית. להב זה מנתק את הרשת על פני כל רוחבה.
פורמט הפלט הראשי מורכב מגיליונות שטוחים ונפרדים. מערכות מתקדמות לרוב עורמות את הגיליונות הללו באופן אוטומטי על שולחן הזנה. מכונות אלו מתאימות ביותר לחומרים קשיחים או קשיחים למחצה. הם מטפלים בקלות בנייר, קרטון, נייר כסף ולמינציות מיוחדות. גיליונות שטוחים אלה מיועדים להטבעה, הדפסה שטוחה או פעולות הרכבה ידניות. הם מספקים את היחידות הבדידות המדויקות הנדרשות לתהליכים הבאים.
טבלת השוואת המרות באינטרנט |
||
תכונה |
מכונת חיתוך |
מכונת יריעות |
|---|---|---|
Cut Direction |
אורך (רוחב) |
רוחבי (אורך) |
פורמט פלט |
לחמניות רציפות |
סדינים שטוחים דיסקרטיים |
מנגנון להב |
תער, גזירה, למחוץ |
גיליוטינה, רוטרי קרוס קאט |
חומרים אופייניים |
סרטים, קלטות, טקסטיל |
נייר, קרטון, למינציה |
על המפעילים להעריך כל הזמן את הפשרה בין מהירות הפעלה לדיוק הממדים. אנו מודדים מהירות במטרים לדקה. מכונות חיתוך מגיעות בקלות למהירויות גבוהות מאוד מכיוון שהרשת נעה ברציפות. החומר לעולם לא עוצר במהלך חיתוך אורכי.
Sheeting מציג דינמיקה אחרת. זה דורש מנגנוני עצירה וחיתוך מדויקים או חיתוך סיבובי מסונכרן. להב גיליוטינה דורש מהרשת להשהות לרגע. תנועת עצירה וסע זו מטבעה מורידה את התפוקה הממוצעת. חותכים סיבוביים מסונכרנים מודרניים ממזערים את ההשהייה הזו. עם זאת, השגת סובלנות לאורך הדוקה עדיין משפיעה על מהירות רציפה בצורה שונה מאשר חיתוך רציף. עליך להגדיר סובלנות מקובלת לפני חישוב התפוקה הקיימא המקסימלית.
עליך למסגר את החלטת הציוד שלך לחלוטין סביב השלב הבא בקו הייצור. תסתכל מקרוב על זרימת העבודה שלך. אם המכונה הבאה דורשת הזנת אינטרנט מתמשכת, החיתוך נשאר חובה. מוליך תווית, למשל, אינו יכול לקבל גיליונות נפרדים. זה צריך גלגול מתמשך.
לעומת זאת, אם השלב הבא דורש יחידות בדידות, היריעות הופכת לדרישה מוחלטת. מכונת חיתוך שטוחה או מדפסת אופסט מוזנת גיליון לא יכולה לעבד גליל. אתה חייב לספק להם סדינים שטוחים. אינטגרציה נכונה במורד הזרם מונעת טיפול בצווארי בקבוק ובצעדי ביניים מיותרים.
הגדרת פסולת התקנה מקובלת וקיצוץ קצוות היא חיונית. שני התהליכים מטפלים בפסולת בצורה שונה. חיתוך כמעט תמיד מצריך חילוץ של עיטור הקצוות. הקצוות החיצוניים של גליל מאסטר לרוב אינם אחידים או פגומים. המכונה פורסת את הקצוות הללו, ויוצרת סרטים מתמשכים של פסולת. על המפעילים לנהל את הפסולת הזו באמצעות מערכות מיצוי ואקום.
יריעות ממקדת מדדי פסולת בכיול אורך. מכונות מכוילות גרוע יוצרות גרוטאות בחתכים הראשונים והאחרונים של הריצה. אתה נמנע מבזבוז זה על ידי הבטחת כיול מדוייק של גלגלת הניפ. תחזוקה שוטפת מונעת החלקת חומר, ובכך שומרת על סובלנות אורך הדוקה וממזערת יריעות שנדחו.
זיהוי אחוזי פסולת מקובלים בקו הבסיס.
התקן מפוחי חילוץ לקצץ לחיתוך קווים.
כייל גלילי הזנה מדי יום עבור קווי יריעות.
תעד את שיעורי הדחייה בהפעלה ראשונה.
לפעמים, ייצור דורש גם הפחתת רוחב וגם אורך בו זמנית. זה דורש מכונה היברידית. אנו יכולים להגדיר כיצד א Roll To Sheet Slitting Machine משלבת את הפונקציות הללו. הוא מכיל מחסכים סיבוביים מוטבעים הממוקמים ממש לפני גיליוטינה מסוף. החומר מתפרק, עובר דרך להבי החריכה לחלוקת רוחב, ואז ניזון לתוך קטע החיתוך.
גישה היברידית זו יעילה ביותר עבור יישומים ספציפיים בנפח גבוה. זה אידיאלי להמרת גליל ראשי רחב למספר יריעות קטנות ושטוחות במעבר אחד. שקול מתקן המעבד רשת רחבה של 60 אינץ' של נייר מיוחד. הם יכולים להגדיר את החריצים המוטבעים כדי לחלק את הרשת לארבע רצועות בגודל 15 אינץ'. לאחר מכן, הגיליוטינה חותכת את הרצועות הללו כל 20 אינץ'. המכונה מוציאה ארבעה יריעות בגודל 15 אינץ' על 20 אינץ' בו זמנית עם כל מכה של הלהב. זה עולה בהרבה על עיבוד הגליל פעמיים.
פריסת מערכת היברידית מציגה יתרונות וחסרונות ברורים. זה מגבש את שטח הרצפה באופן משמעותי. אתה משלב שתי פעולות נפרדות לטביעת רגל פיזית אחת. זה גם מפחית את הטיפול במפעיל, ומפחית את דרישות העבודה. עובדים אינם צריכים להעביר גלילי חריצים לגליון נפרד.
עם זאת, זה מגביר את מורכבות המכונה. פתרון בעיות דורש טכנאים מיומנים במיוחד. זמן החלפת הכלים גדל גם בהשוואה למכונות ייעודיות בעלות פונקציה אחת. על המפעילים ליישר במדויק את סכיני החריכה ואת מנגנון הגיליוטינה. עליך לשקול את זמן ההשבתה הממושך הזה מול החיסכון בעבודה.
בקרת מתח מכתיבה את איכות המוצר הסופי. עלינו לדון בסיכון הקריטי של טלסקופ חומר בחתכים. טלסקופ מתרחש כאשר המתח משתנה על פני פיר הריפוף לאחור, מה שגורם לקצוות הגליל להסתער כלפי חוץ. זה הורס את הגליל להאכלה במורד הזרם.
בחותכי יריעות, מתח לקוי גורם לחוסר עקביות באורך. אם הרשת נמתחת מעט לפני הפגיעה בגלגלי ההזנה, הגיליון הסופי יתכווץ לאחר החיתוך. מערכות בקרת מתח אוטומטיות המשתמשות בתאי עומס ובלמים פנאומטיים הן חובה. אם מערכות אלו אינן מתאימות או מכוילות בצורה גרועה, שיעורי הגרוטאות יזנקו שחקים. ניהול גמישות מתח הוא האתגר ההנדסי הקשה ביותר בהמרה באינטרנט.
תחזוקת להב משפיעה ישירות על לוחות הזמנים של הייצור. השוו את המציאות התפעולית בין שתי המערכות. החלפת סכינים מרובות מחתכת דורשת יישור מדויק. לחלף טיפוסי עשויים להיות עשרים זוגות של להבי גזירה. המפעילים חייבים להגדיר את הפער ואת מהירות היתר עבור כל זוג. תהליך זה דורש לא מעט זמן וסבלנות.
שמירה על להב גיליוטינה רוחבי כבד היא שונה. למכונה יש בדרך כלל רק להב אחד גדול. עם זאת, החלפתו דורשת ציוד הרמה כבד. יש להשחיז את הלהב באופן קבוע על ידי מטחנות מיוחדות מחוץ לאתר. גיליוטינה עמומה גורמת לקצוות מרופטים ויוצרת אבק נייר מוגזם. שתי שגרות התחזוקה דורשות לוחות זמנים קפדניים כדי למנוע השבתה בלתי צפויה.
עליך להתייחס למרחב הפיזי הנדרש לפני המסירה. מגלגלי חיתוך הם קומפקטיים יחסית. הם מסתמכים על גלילים מפותלים היטב, ושומרים על טביעת הרגל מקומית. אתה מתגלגל ומתגלגל מחדש במרחק ליניארי קצר.
פעולות גליל לגיליון דורשות הרבה יותר מקום. יריעות שטוחות דורשות מסועי הזנה נרחבים. מערכות מהירות זקוקות לשולחנות ערימה אוטומטיים ולמעליות מספריים. ככל שהערימה גדלה, הטבלה יורדת. אוטומציה זו של הזנה דורשת טביעת רגל ליניארית גדולה יותר באופן משמעותי מאשר מגלגלים מחדש מגלגל לגליל. על מנהלי המתקנים למפות את הגישה למלגזה להסרת משטחים גדולים של יריעות מוערמות.
תרשים הערכת סיכונים והפחתה |
||
סיכון יישום |
תוצאה ראשונית |
אסטרטגיית הפחתה מומלצת |
|---|---|---|
בקרת מתח לקויה |
גליל טלסקופ / שונות אורך |
התקן בקרי מתח תאי עומס בלולאה סגורה. |
להבי חיתוך עמומים |
קצוות מרופטים / אבק מוגזם |
יישם מחזורי חידוד להבים מתוזמנים. |
תכנון שטח לא מספק |
צווארי בקבוק של זרימת עבודה ב-Outfeed |
מפה טביעת רגל ליניארית כולל אזורי שליפת משטחים. |
לעולם אל תרכוש ציוד ללא הוכחת קונספט בניהול הספק. אתה תמיד צריך לדרוש מבחן קבלת מפעל (FAT). אמין יצרן מכונת חיתוך גליל לגיליון יפעיל את גלילי המאסטר הספציפיים שלך. הם עושים זאת כדי להוכיח את איכות החיתוך ולאמת טענות מהירות. הגשת חומר משלך מבטיחה שגלגלי הניפ יתמודדו עם ציפויי האינטרנט הספציפיים שלך מבלי להחליק או לשרוט. עליך לראות את המכשיר פועל בהצלחה לפני חתימה על אישורים סופיים.
מכונות סטנדרטיות כמעט ואינן פותרות אתגרי ייצור מיוחדים. חפש ספקים המסוגלים לספק א פתרון מותאם אישית לחיתוך גליל לגיליון . עליהם להתאים את הציוד לעובי חומר חריג. כמה סרטים עדינים דורשים פסי חיסול סטטיים מתקדמים. תעשיות אחרות מחייבות תקני תאימות ספציפיים לחדר נקי. צוות הנדסה מוכשר ישנה מנועי הנעה, יחליף ציפויי רולר וישדרג תוכנת PLC כדי לעמוד במפרט המדויק שלך.
מכונה על הרצפה היא חסרת תועלת אם היא נשברת וחסרים לך חלקים. הערך את הסכם רמת השירות (SLA) של הספק. שימו לב היטב להחלפת להבים ולמנועי הנעה. שאל על יכולות פתרון הבעיות שלהם ב-PLC. האם הם יכולים לאבחן תקלות תוכנה מרחוק? זמן השבתה של המכונה עוצר ישירות את כל הייצור במורד הזרם. עליך להבטיח שהספק שומר על מלאי מקומי חזק של חלקי חילוף קריטיים.
הבחירה שלך בציוד המרת אינטרנט מכתיבה את כל הזרימה של הייצור במורד הזרם. מכונות חיתוך מבטיחות שפעולות הזנה רציפה יישארו מלאות. מכונות יריעות מבטיחות הרכבה דיסקרטיות וקווי הדפסה מקבלים מצעים שטוחים ומדויקים. מכונות היברידיות מציעות יעילות אדירה במעבר יחיד אך דורשות פיקוח טכני גבוה יותר. זיהוי פורמט הפלט הראשי שלך הוא הצעד הראשון הסופי בבחירת הציוד.
אנו ממליצים לקונים לתעד את מפרט החומר המדויק שלהם ביסודיות. רשום את רוחב האינטרנט, עובי החומר, חוזק המתיחה וגודל הליבה הראשית שלך. קבע את סובלנות הפלט הנדרשת שלך באופן מתמטי. השלם את איסוף הנתונים לפני בקשת הצעות מחיר או ריצות ניסיון מספקים ברשימה קצרה. מפרטים ברורים מבטיחים שהיצרנים מציעים את המכונות המתאימים למציאות התפעולית שלך.
ת: כן. סדינים היברידיים משלבים להבים סיבוביים מוטבעים ואחריהם חיתוך גליוטינה. הם מקטינים רוחב ואורך בו זמנית. עם זאת, הם עומדים בפני מגבלות לגבי עובי החומר. חומרים עבים או קשיחים במיוחד עלולים לתקוע את החריצים המוטבעים, מה שהופך מכונות ייעודיות נפרדות להכרחיות ליישומים כבדים.
ת: שינויים באורך נובעים בעיקר מהחלקה בגלגלי הניפ. בקרת מתח לא נכונה לפני שהרשת נכנסת לאזור החיתוך גורמת גם לבעיות. יתר על כן, גמישות החומר משחקת תפקיד מרכזי. אם הרשת נמתחת תחת מתח ונחתכת, היא מתכווצת אחורה לאחר מכן, וכתוצאה מכך יריעה קצרה יותר.
ת: ניהול סטטי מחייב התקנת פסים אנטי-סטטיים פעילים לאורך נתיב האינטרנט. הסורגים הללו מייננים את האוויר ומנטרלים את המטען הסטטי. זהו הכרחי מוחלט עבור סרטים ופלסטיק. ללא חיסול סטטי, יריעות קלות ייצמדו למכונות או ייצמדו זו לזו במהלך תהליך הערימה.
