La conversion des rouleaux maîtres en dimensions utilisables devient souvent un goulot d'étranglement critique dans la fabrication moderne. Les lignes de production s'appuient fortement sur un dimensionnement précis des matériaux pour maintenir des taux de production stables. La sélection du mauvais équipement de conversion Web entraîne inévitablement une coupe excessive des bords, un gaspillage de matériaux et des retards dans le flux de travail. La distinction mécanique de base est simple. Le refendage réduit la largeur de la bande grâce à des coupes longitudinales. À l’inverse, la mise en feuille réduit la longueur de la bande grâce à des coupes transversales.
Cet article fournit aux responsables des achats et de la production un cadre fondé sur des preuves. Vous apprendrez à évaluer les besoins opérationnels, à évaluer les risques de mise en œuvre et à choisir la machine adaptée à votre ligne de production spécifique. Nous basons nos connaissances sur des principes d’ingénierie établis et sur les réalités réelles des ateliers.
Points clés à retenir
Une machine à refendre convertit les rouleaux maîtres larges en rouleaux plus étroits, idéal pour les processus en aval à alimentation continue.
Une machine de découpe rouleau à feuille convertit les rouleaux maîtres en pièces rectangulaires plates et empilées de longueurs spécifiques, nécessaires aux processus d'emballage ou d'impression discrets.
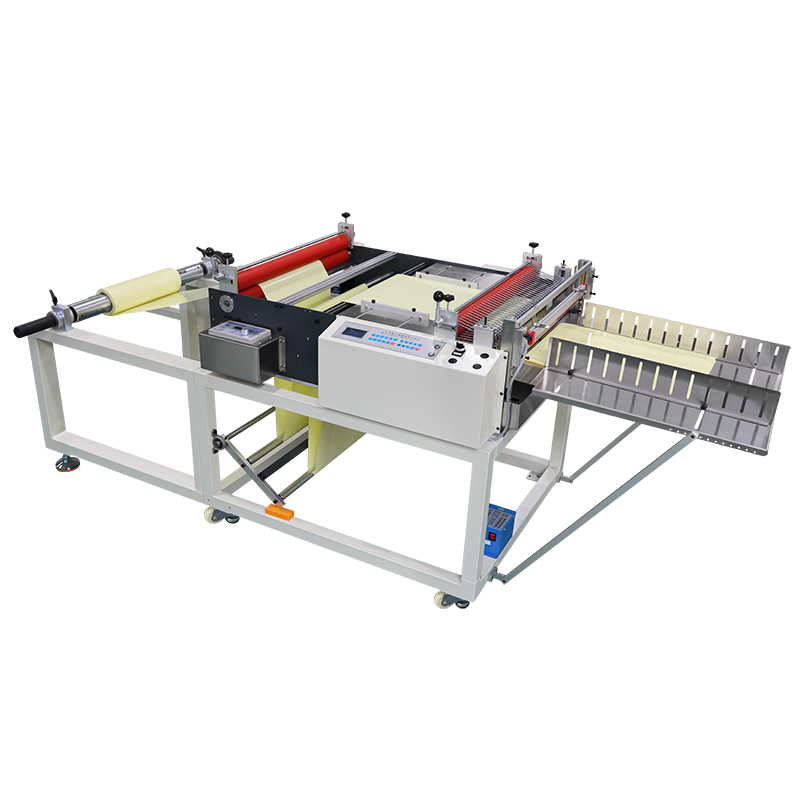
Des équipements hybrides (Roll To Sheet Slitting Machine) existent pour les installations nécessitant simultanément une réduction de largeur et une coupe transversale.
L'évaluation d'un fabricant nécessite de regarder au-delà de la vitesse de base pour évaluer le contrôle de la tension, la durabilité des pales et les capacités de test spécifiques aux matériaux.
Différences mécaniques fondamentales et formats de sortie
Machines à refendre (rouleau à rouleau)
Les machines à refendre fonctionnent selon le principe du rouleau à rouleau continu. Ils prennent un grand rouleau principal et le divisent en plusieurs rouleaux plus étroits. Le mécanisme repose fortement sur différentes configurations de lames en fonction du matériau. Les fabricants utilisent généralement des lames de cisaille rotative, de rasoir ou de coupe par écrasement. Ces lames coupent la bande longitudinalement au fur et à mesure que la machine la déroule. Une fois coupé, le système rembobine le matériau sur plusieurs noyaux plus petits.
Le format de sortie principal est toujours un rouleau continu étroit. Ces machines excellent dans le traitement de matériaux flexibles. Ils conviennent parfaitement aux films, aux rubans adhésifs, aux textiles et aux emballages flexibles. De tels matériaux nécessitent presque toujours un traitement ultérieur au rouleau en aval. Par exemple, une installation d’emballage découpera un large rouleau principal de film plastique. Ils introduisent ensuite ces rouleaux étroits dans un équipement d'emballage form-fill-seal.
Cisaille rotative : utilise deux lames circulaires en interaction. Idéal pour le papier et les feuilles.
Coupe rasoir : utilise une lame de rasoir fixe. Idéal pour les films fins et les plastiques.
Crush Cut : Presse une lame émoussée contre un cylindre d'enclume durci. Fonctionne bien pour les non-tissés et les textiles.
Machine de découpe de rouleaux à feuilles
UN La machine de découpe Roll To Sheet fonctionne de manière totalement différente. Il se concentre sur les coupes transversales. Le mécanisme alimente le matériau en bande à une longueur très spécifique. Il utilise ensuite une guillotine robuste ou un couteau rotatif à coupe transversale. Cette lame sectionne la bande sur toute sa largeur.
Le format de sortie principal est constitué de feuilles plates individuelles. Les systèmes haut de gamme empilent souvent ces feuilles automatiquement sur une table de sortie. Ces machines sont idéales pour les matériaux rigides ou semi-rigides. Ils manipulent facilement le papier, le carton, le papier d’aluminium et les stratifiés spécialisés. Ces feuilles plates sont destinées aux opérations de tamponnage, d'impression à plat ou d'assemblage manuel. Ils fournissent les unités discrètes exactes requises pour ces processus ultérieurs.
Tableau de comparaison des conversions Web
Fonctionnalité
Machine à refendre
Machine à feuilles
Direction de coupe
Longitudinal (largeur)
Transversal (longueur)
Format de sortie
Rouleaux continus
Feuilles plates discrètes
Mécanisme de lame
Rasoir, cisaille, écrasement
Guillotine, coupe transversale rotative
Matériaux typiques
Films, bandes, textiles
Papier, carton, stratifiés
Évaluation de vos critères de réussite en production
Débit vs tolérance
Les opérateurs doivent constamment évaluer le compromis entre vitesse de fonctionnement et précision dimensionnelle. Nous mesurons la vitesse en mètres par minute. Les machines à refendre atteignent facilement des vitesses très élevées car la bande se déplace en permanence. Le matériau ne s'arrête jamais lors d'une coupe longitudinale.
La mise en feuilles introduit une dynamique différente. Cela nécessite des mécanismes d’arrêt et de coupe précis ou une coupe rotative synchronisée. Une lame de guillotine nécessite une pause momentanée de la toile. Ce mouvement stop-and-go réduit intrinsèquement le débit moyen. Les couteaux rotatifs synchronisés modernes minimisent cette pause. Cependant, l’obtention d’une tolérance de longueur serrée a toujours un impact différent sur la vitesse continue par rapport au refendage continu. Vous devez définir des tolérances acceptables avant de calculer le débit viable maximum.
Intégration en aval
Vous devez cadrer votre décision d’équipement entièrement autour de l’étape suivante de la chaîne de production. Examinez attentivement votre flux de travail. Si la machine suivante nécessite une alimentation continue, le refendage reste obligatoire. Un applicateur d’étiquettes, par exemple, ne peut pas accepter des feuilles séparées. Il faut un roulement continu.
À l’inverse, si l’étape suivante nécessite des unités discrètes, la mise en feuilles devient une exigence absolue. Une presse de découpe à plat ou une imprimante offset à feuilles ne peut pas traiter un rouleau. Vous devez leur fournir des draps plats. Une bonne intégration en aval évite de gérer les goulots d’étranglement et les étapes intermédiaires inutiles.
Mesures des déchets de matériaux
Il est essentiel de définir les déchets de configuration et les garnitures de bord acceptables. Les deux processus traitent les déchets différemment. Le refendage nécessite presque toujours une extraction des bords. Les bords extérieurs d’un rouleau master sont souvent inégaux ou endommagés. La machine coupe ces bords, générant des rubans continus de déchets. Les opérateurs doivent gérer ces déchets via des systèmes d'extraction sous vide.
Les feuilles concentrent les mesures de déchets sur l’étalonnage de la longueur. Des machines mal calibrées créent des rebuts lors de la première et de la dernière coupe d'un tirage. Vous évitez ce gaspillage en garantissant un calibrage précis du rouleau pinceur. Un entretien régulier empêche le glissement du matériau, maintenant ainsi les tolérances de longueur serrées et minimisant les feuilles rejetées.
Identifiez les pourcentages de déchets de base acceptables.
Installez des ventilateurs d’extraction de garnitures pour les lignes de refendage.
Calibrez quotidiennement les rouleaux d’alimentation pour les lignes de mise en feuilles.
Documentez les taux de rejet en première exécution.
L'approche hybride : machine de refendage de rouleaux à feuilles
Définir l'hybride
Parfois, la production exige simultanément une réduction de la largeur et de la longueur. Cela nécessite une machine hybride. Nous pouvons définir comment un La machine à refendre Roll To Sheet combine ces fonctions. Il abrite des découpeuses rotatives en ligne positionnées juste avant une guillotine terminale à coupe transversale. Le matériau se déroule, passe à travers les lames de refendage pour la division en largeur, puis alimente la section de coupe transversale.
Cas d'utilisation
Cette approche hybride est très efficace pour des applications spécifiques à grand volume. Il est idéal pour convertir un large rouleau principal en plusieurs petites feuilles plates en un seul passage. Prenons l’exemple d’une installation traitant une bande de papier spécial de 60 pouces de large. Ils peuvent configurer les découpeuses en ligne pour diviser la bande en quatre bandes de 15 pouces. La guillotine coupe ensuite ces bandes tous les 20 pouces. La machine produit quatre feuilles de 15 pouces sur 20 pouces simultanément à chaque coup de lame. Cela surpasse largement le traitement du rouleau deux fois.
Analyse coûts-avantages
Le déploiement d'un système hybride présente des avantages et des inconvénients distincts. Il consolide considérablement l’espace au sol. Vous combinez deux opérations distinctes en une seule empreinte physique. Cela réduit également la manipulation de l'opérateur, réduisant ainsi les exigences de main-d'œuvre. Les travailleurs n’ont pas besoin de déplacer les rouleaux refendus vers une laminoir séparée.
Cependant, cela augmente la complexité de la machine. Le dépannage nécessite des techniciens hautement qualifiés. Le temps de changement d’outillage augmente également par rapport aux machines dédiées à fonction unique. Les opérateurs doivent aligner avec précision les couteaux de refendage et le mécanisme de la guillotine. Vous devez mettre en balance ce temps d'arrêt prolongé avec les économies de main d'œuvre.
Risques de mise en œuvre et considérations de configuration
Contrôle de la tension de la toile
Le contrôle de la tension dicte la qualité du produit final. Nous devons discuter du risque critique de télescopage des matériaux dans les découpeuses. Le télescopage se produit lorsque la tension varie à travers l'arbre de rembobinage, provoquant l'inclinaison des bords du rouleau vers l'extérieur. Cela ruine le rouleau pour l'alimentation en aval.
Dans les coupe-feuilles, une mauvaise tension entraîne une incohérence de longueur. Si la bande s'étire légèrement avant de heurter les rouleaux d'alimentation, la feuille finale rétrécira après la découpe. Les systèmes automatisés de contrôle de tension utilisant des cellules de pesée et des freins pneumatiques sont obligatoires. Si ces systèmes sont inadéquats ou mal calibrés, les taux de rebut monteront en flèche. La gestion de l'élasticité de la tension constitue le défi technique le plus difficile en matière de conversion Web.
Usure des lames et temps d’arrêt pour maintenance
La maintenance des pales affecte directement les calendriers de production. Comparez les réalités opérationnelles entre les deux systèmes. Le changement de plusieurs couteaux de découpe nécessite un alignement précis. Une découpeuse typique peut avoir vingt paires de lames de cisaillement. Les opérateurs doivent définir l'écart et la survitesse pour chaque paire. Ce processus demande beaucoup de temps et de patience.
L’entretien d’une lame de guillotine transversale robuste est différent. La machine n’a généralement qu’une seule grande lame. Cependant, son remplacement nécessite du matériel de levage lourd. La lame doit être affûtée régulièrement par des meuleuses spécialisées hors site. Une guillotine émoussée provoque des bords irréguliers et crée une poussière de papier excessive. Les deux routines de maintenance nécessitent des calendriers stricts pour éviter les temps d’arrêt imprévus.
Empreinte et automatisation
Vous devez aborder l'espace physique requis avant la livraison. Les bobineuses-refendeuses sont relativement compactes. Ils s'appuient sur des rouleaux étroitement enroulés, gardant l'empreinte localisée. Vous déroulez et relancez sur une courte distance linéaire.
Les opérations roll-to-sheet nécessitent beaucoup plus d’espace. Les feuilles plates nécessitent de vastes convoyeurs de sortie. Les systèmes à grande vitesse nécessitent des tables d'empilage automatisées et des plateformes élévatrices à ciseaux. Au fur et à mesure que la pile augmente, la table descend. Cette automatisation de la sortie nécessite une empreinte linéaire nettement plus grande que celle des enrouleurs rouleau à rouleau. Les gestionnaires des installations doivent tracer l'accès des chariots élévateurs pour retirer les grandes palettes de feuilles empilées.
Tableau d'évaluation et d'atténuation des risques
Risque de mise en œuvre
Conséquence principale
Stratégie d'atténuation recommandée
Mauvais contrôle de la tension
Rouleau télescopique / Variation de longueur
Installez des contrôleurs de tension de cellule de charge en boucle fermée.
Lames de coupe émoussées
Bords irréguliers/poussière excessive
Mettre en œuvre des cycles d’affûtage de lame programmés.
Planification de l’espace inadéquate
Goulots d'étranglement du flux de travail à la sortie
Cartographiez l'empreinte linéaire, y compris les zones de récupération des palettes.
Présélection d'un fabricant de machines de découpe rouleau à feuille
Tests de matériaux
N’achetez jamais d’équipement sans une preuve de concept réalisée par le fournisseur. Vous devez toujours exiger un test d'acceptation en usine (FAT). Un fiable Le fabricant de machines de découpe rouleau à feuille exécutera vos rouleaux principaux spécifiques. Ils font cela pour prouver la qualité de coupe et valider les allégations de vitesse. En soumettant votre propre matériau, vous garantissez que les rouleaux pinceurs traitent vos revêtements de bande spécifiques sans glisser ni rayer. Vous devez voir la machine fonctionner correctement avant de signer les approbations finales.
Adaptabilité de l'ingénierie
Les machines standards résolvent rarement les problèmes de production spécialisés. Recherchez des fournisseurs capables de fournir un solution de découpe personnalisée rouleau à feuille . Ils doivent adapter l'équipement à des épaisseurs de matériaux inhabituelles. Certains films délicats nécessitent des barres avancées d’élimination de l’électricité statique. D'autres industries imposent des normes spécifiques de conformité aux salles blanches. Une équipe d'ingénieurs compétente modifiera les moteurs d'entraînement, échangera les revêtements des rouleaux et mettra à niveau le logiciel PLC pour répondre exactement à vos spécifications.
Assistance après-vente et disponibilité des pièces
Une machine au sol ne sert à rien si elle tombe en panne et qu’il vous manque des pièces. Évaluez l’accord de niveau de service (SLA) du fournisseur. Portez une attention particulière aux lames de remplacement et aux moteurs d'entraînement. Renseignez-vous sur leurs capacités de dépannage PLC. Peuvent-ils diagnostiquer les pannes logicielles à distance ? Les temps d’arrêt des machines arrêtent directement toute la production en aval. Vous devez vous assurer que le fournisseur maintient un stock local solide de pièces de rechange critiques.
Conclusion
Matrice du verdict final
Votre choix d’équipement de conversion Web dicte l’ensemble du flux de production en aval. Les machines à refendre garantissent que les opérations d'alimentation continue restent entièrement approvisionnées. Les machines de mise en feuilles garantissent des assemblages discrets et les lignes d'impression reçoivent des substrats précis et plats. Les machines hybrides offrent une efficacité considérable en un seul passage, mais nécessitent une surveillance technique plus poussée. Reconnaître votre format de sortie principal est la première étape définitive dans la sélection de l'équipement.
Prochaines étapes
Nous conseillons aux acheteurs de documenter soigneusement les spécifications exactes de leurs matériaux. Enregistrez la largeur de votre bande, l'épaisseur du matériau, la résistance à la traction et la taille du noyau principal. Déterminez mathématiquement vos tolérances de sortie requises. Complétez cette collecte de données avant de demander des devis ou des essais aux fournisseurs présélectionnés. Des spécifications claires garantissent que les fabricants proposent les machines adaptées à vos réalités opérationnelles.
FAQ
Q : Une seule machine peut-elle effectuer à la fois le refendage et la mise en feuilles ?
R : Oui. Les découpeuses-lamelles hybrides intègrent des lames rotatives en ligne suivies d'une coupe transversale à guillotine. Ils réduisent simultanément la largeur et la longueur. Cependant, ils sont confrontés à des limitations concernant l’épaisseur du matériau. Les matériaux extrêmement épais ou rigides peuvent coincer les découpeuses en ligne, rendant nécessaires des machines dédiées distinctes pour les applications intensives.
Q : Qu'est-ce qui cause la variation de longueur dans la découpe rouleau à feuille ?
R : La variation de longueur provient principalement du glissement des rouleaux pinceurs. Un contrôle incorrect de la tension avant que la bande n'entre dans la zone de coupe entraîne également des problèmes. De plus, l’élasticité du matériau joue un rôle majeur. Si la bande s'étire sous tension et est coupée, elle rétrécit ensuite, ce qui donne une feuille plus courte.
Q : Comment gérer l'électricité statique pendant le processus de mise en feuille ?
R : La gestion de l'électricité statique nécessite l'installation de barres antistatiques actives sur le chemin Web. Ces barres ionisent l'air, neutralisant la charge statique. C'est une nécessité absolue pour les films et les plastiques. Sans élimination statique, les feuilles légères adhéreront aux machines ou se colleront les unes aux autres pendant le processus d'empilage.