
Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 18.06.2026 Herkunft: Website
Das Umwandeln von Mutterrollen in nutzbare Abmessungen stellt in der modernen Fertigung oft einen kritischen Engpass dar. Produktionslinien sind in hohem Maße auf eine präzise Materialdimensionierung angewiesen, um konstante Produktionsraten aufrechtzuerhalten. Die Auswahl der falschen Bahnkonvertierungsausrüstung führt unweigerlich zu übermäßigem Kantenbeschnitt, Materialverschwendung und Verzögerungen im Arbeitsablauf. Die grundlegende mechanische Unterscheidung ist unkompliziert. Beim Schlitzen wird die Bahnbreite durch Längsschnitte reduziert. Umgekehrt verkürzt die Folienbahn die Bahnlänge durch Querschnitte.
Dieser Artikel bietet Beschaffungs- und Produktionsmanagern einen evidenzbasierten Rahmen. Sie lernen, betriebliche Anforderungen zu bewerten, Implementierungsrisiken einzuschätzen und die richtige Maschine für Ihre spezifische Produktionslinie auszuwählen. Wir stützen unsere Erkenntnisse auf etablierte technische Prinzipien und reale Realitäten in der Werkstatt.
Eine Schneidemaschine wandelt breite Masterrollen in schmalere Rollen um, ideal für kontinuierliche Weiterverarbeitungsprozesse.
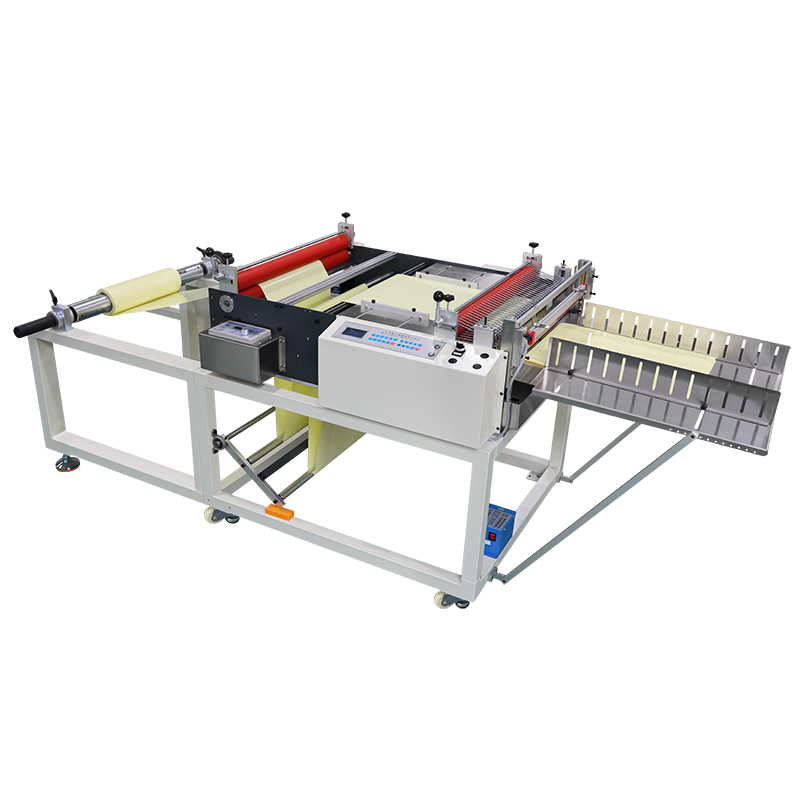
Eine Rolle-zu-Blatt-Schneidemaschine wandelt Masterrollen in flache, gestapelte rechteckige Stücke mit bestimmten Längen um, die für diskrete Verpackungs- oder Druckprozesse benötigt werden.
Für Einrichtungen, die gleichzeitig Breitenreduzierung und Querschneiden erfordern, gibt es Hybridausrüstung (Roll-to-Sheet-Schneidemaschine).
Bei der Bewertung eines Herstellers muss über die Grundgeschwindigkeit hinaus geschaut werden, um die Spannungskontrolle, die Blatthaltbarkeit und materialspezifische Testmöglichkeiten zu beurteilen.
Längsschneidemaschinen arbeiten nach dem kontinuierlichen Rolle-zu-Rolle-Prinzip. Sie nehmen eine große Masterrolle und teilen sie in mehrere schmalere Rollen auf. Der Mechanismus beruht stark auf unterschiedlichen Klingenkonfigurationen je nach Material. Hersteller verwenden in der Regel Rotationsscheren, Rasiermesser oder Quetschmesser. Diese Klingen schneiden die Bahn in Längsrichtung, während die Maschine sie abwickelt. Nach dem Schneiden spult das System das Material auf mehrere kleinere Kerne auf.
Das primäre Ausgabeformat ist immer eine schmale Endlosrolle. Diese Maschinen zeichnen sich durch die Verarbeitung flexibler Materialien aus. Sie eignen sich am besten für Folien, Klebebänder, Textilien und flexible Verpackungen. Solche Materialien erfordern fast immer eine weitere nachgelagerte Rollfed-Verarbeitung. Beispielsweise schneidet eine Verpackungsanlage eine breite Mutterrolle aus Kunststofffolie auf. Anschließend führen sie diese schmalen Rollen einer Form-, Füll- und Siegelverpackungsanlage zu.
Rotationsschere: Verwendet zwei interagierende kreisförmige Messer. Am besten für Papier und Folien geeignet.
Razor Cut: Verwendet eine stationäre Rasierklinge. Ideal für dünne Folien und Kunststoffe.
Crush Cut: Drückt eine stumpfe Klinge gegen einen gehärteten Ambosszylinder. Funktioniert gut für Vliesstoffe und Textilien.
A Die Rolle-zu-Blatt-Schneidemaschine funktioniert völlig anders. Der Schwerpunkt liegt auf Querschnitten. Der Mechanismus führt das Bahnmaterial auf eine ganz bestimmte Länge zu. Anschließend kommt eine Hochleistungs-Guillotine oder ein rotierendes Kappmesser zum Einsatz. Dieses Messer durchtrennt die Bahn über ihre gesamte Breite.
Das primäre Ausgabeformat besteht aus flachen, einzelnen Blättern. High-End-Systeme stapeln diese Blätter oft automatisch auf einem Ausgabetisch. Diese Maschinen eignen sich am besten für starre oder halbstarre Materialien. Sie verarbeiten problemlos Papier, Karton, Folie und Speziallaminate. Diese flachen Blätter sind zum Stanzen, Flachbettdrucken oder für manuelle Montagevorgänge bestimmt. Sie stellen genau die diskreten Einheiten bereit, die für diese Folgeprozesse erforderlich sind.
Vergleichstabelle zur Web-Konvertierung |
||
Besonderheit |
Schneidemaschine |
Folienmaschine |
|---|---|---|
Schnittrichtung |
Längs (Breite) |
Quer (Länge) |
Ausgabeformat |
Kontinuierliche Rollen |
Diskrete Bettlaken |
Klingenmechanismus |
Rasieren, scheren, zerquetschen |
Guillotine, Rotationskappschnitt |
Typische Materialien |
Filme, Bänder, Textilien |
Papier, Karton, Laminate |
Bediener müssen ständig den Kompromiss zwischen Arbeitsgeschwindigkeit und Maßgenauigkeit abwägen. Wir messen die Geschwindigkeit in Metern pro Minute. Schneidemaschinen erreichen problemlos sehr hohe Geschwindigkeiten, da sich die Bahn kontinuierlich bewegt. Beim Längsschnitt bleibt das Material nie stehen.
Sheeting bringt eine andere Dynamik mit sich. Es erfordert präzise Stop-and-Cut-Mechanismen oder synchronisiertes Rotationsschneiden. Bei einer Guillotine-Klinge muss die Bahn kurzzeitig angehalten werden. Diese Stop-and-Go-Bewegung senkt zwangsläufig den durchschnittlichen Durchsatz. Moderne synchronisierte Rotationsschneider minimieren diese Pausen. Das Erreichen einer engen Längentoleranz wirkt sich jedoch immer noch anders auf die kontinuierliche Geschwindigkeit aus als beim kontinuierlichen Schlitzen. Sie müssen akzeptable Toleranzen definieren, bevor Sie den maximal möglichen Durchsatz berechnen.
Sie sollten Ihre Ausrüstungsentscheidung vollständig auf den nächsten Schritt in der Produktionslinie ausrichten. Schauen Sie sich Ihren Arbeitsablauf genau an. Wenn die nächste Maschine einen kontinuierlichen Bahnvorschub erfordert, bleibt das Schneiden obligatorisch. Beispielsweise kann ein Etikettenapplikator keine Einzelblätter verarbeiten. Es braucht eine kontinuierliche Rolle.
Wenn im nächsten Schritt hingegen diskrete Einheiten erforderlich sind, ist die Folie unbedingt erforderlich. Eine Flachbettstanze oder ein Bogenoffsetdrucker können eine Rolle nicht verarbeiten. Sie müssen ihnen flache Laken zur Verfügung stellen. Durch die richtige Downstream-Integration werden Engpässe und unnötige Zwischenschritte vermieden.
Es ist von entscheidender Bedeutung, akzeptablen Rüstabfall und Kantenbeschnitt zu definieren. Beide Verfahren gehen unterschiedlich mit Abfall um. Das Schlitzen erfordert fast immer das Entfernen des Randstreifens. Die Außenkanten einer Masterrolle sind häufig uneben oder beschädigt. Die Maschine schneidet diese Kanten ab und erzeugt so fortlaufende Abfallbänder. Die Betreiber müssen diesen Abfall über Vakuumabsaugsysteme entsorgen.
Sheeting konzentriert Abfallmetriken auf die Längenkalibrierung. Schlecht kalibrierte Maschinen erzeugen Ausschuss beim ersten und letzten Schnitt eines Durchlaufs. Sie vermeiden diesen Abfall, indem Sie eine präzise Kalibrierung der Andruckwalzen sicherstellen. Regelmäßige Wartung verhindert ein Verrutschen des Materials, hält so die Längentoleranzen gering und minimiert den Bogenausschuss.
Identifizieren Sie den akzeptablen Abfallprozentsatz als Ausgangsbasis.
Installieren Sie bei Längsschneideanlagen Schnittabsauggebläse.
Kalibrieren Sie die Einzugswalzen für Folienschneidelinien täglich.
Dokumentieren Sie Ausschussquoten beim ersten Durchlauf.
Manchmal erfordert die Produktion gleichzeitig eine Breiten- und Längenreduzierung. Dies erfordert eine Hybridmaschine. Wir können definieren, wie a Die Rolle-zu-Blatt-Schneidemaschine vereint diese Funktionen. Es beherbergt Inline-Rotationsschneider, die direkt vor einer Querschneide-Guillotine am Ende positioniert sind. Das Material wird abgewickelt, durchläuft zur Breitenteilung die Schlitzmesser und wird dann dem Querschneidebereich zugeführt.
Dieser Hybridansatz ist für spezifische Großserienanwendungen äußerst effektiv. Es ist ideal für die Umwandlung einer breiten Masterrolle in mehrere kleine, flache Blätter in einem Durchgang. Stellen Sie sich eine Anlage vor, die eine 60 Zoll breite Bahn Spezialpapier verarbeitet. Sie können die Inline-Schneider so einstellen, dass sie die Bahn in vier 15-Zoll-Streifen teilen. Die Guillotine schneidet diese Streifen dann alle 20 Zoll quer. Die Maschine gibt bei jedem Schlag der Klinge gleichzeitig vier 15 x 20 Zoll große Blätter aus. Dies übertrifft die doppelte Verarbeitung der Rolle bei weitem.
Der Einsatz eines Hybridsystems bietet deutliche Vor- und Nachteile. Es konsolidiert die Grundfläche erheblich. Sie kombinieren zwei separate Vorgänge in einem physischen Footprint. Es reduziert auch die Handhabung durch den Bediener und senkt den Arbeitsaufwand. Die Arbeiter müssen die geschnittenen Rollen nicht zu einem separaten Querschneider transportieren.
Es erhöht jedoch die Komplexität der Maschine. Die Fehlerbehebung erfordert hochqualifizierte Techniker. Im Vergleich zu dedizierten Einzelfunktionsmaschinen erhöht sich auch die Werkzeugwechselzeit. Die Bediener müssen sowohl die Schlitzmesser als auch den Guillotine-Mechanismus präzise ausrichten. Sie müssen diese verlängerte Ausfallzeit gegen die Arbeitsersparnis abwägen.
Die Spannungskontrolle bestimmt die Qualität des Endprodukts. Wir müssen das kritische Risiko der Materialteleskopierung in Längsschneidern diskutieren. Beim Teleskopieren kommt es zu einer unterschiedlichen Spannung entlang der Aufwickelwelle, was dazu führt, dass sich die Rollenkanten nach außen wölben. Es ruiniert die Rolle für die Weiterleitung.
Bei Bogenschneidern führt eine schlechte Spannung zu Längeninkonsistenzen. Wenn sich die Bahn vor dem Auftreffen auf die Vorschubwalzen leicht dehnt, schrumpft die endgültige Bahn nach dem Schneiden. Automatisierte Spannungskontrollsysteme mit Kraftmesszellen und pneumatischen Bremsen sind zwingend erforderlich. Wenn diese Systeme unzureichend oder schlecht kalibriert sind, steigen die Ausschussraten sprunghaft an. Die Beherrschung der Spannungselastizität ist die größte technische Herausforderung bei der Bahnkonvertierung.
Die Wartung der Rotorblätter wirkt sich direkt auf die Produktionspläne aus. Vergleichen Sie die betrieblichen Realitäten zwischen den beiden Systemen. Der Austausch mehrerer Schneidmesser erfordert eine präzise Ausrichtung. Ein typischer Rollenschneider könnte zwanzig Paar Schermesser haben. Die Bediener müssen den Abstand und die Übergeschwindigkeit für jedes Paar festlegen. Dieser Vorgang erfordert viel Zeit und Geduld.
Die Wartung einer Hochleistungs-Querschneideklinge ist anders. Die Maschine hat normalerweise nur eine große Klinge. Für den Austausch sind jedoch schwere Hebegeräte erforderlich. Die Klinge muss regelmäßig von externen Spezialschleifern geschärft werden. Eine stumpfe Guillotine verursacht ausgefranste Kanten und erzeugt übermäßig viel Papierstaub. Beide Wartungsroutinen erfordern strenge Zeitpläne, um unerwartete Ausfallzeiten zu vermeiden.
Sie müssen sich vor der Lieferung mit dem benötigten physischen Platz befassen. Längsschneidewickler sind relativ kompakt. Sie sind auf eng gewickelte Rollen angewiesen, die den Fußabdruck lokal halten. Sie rollen in einem kurzen linearen Abstand ab und wieder auf.
Rollen-zu-Blatt-Vorgänge erfordern viel mehr Platz. Flache Bleche erfordern umfangreiche Auslaufbänder. Hochgeschwindigkeitssysteme benötigen automatisierte Stapeltische und Scherenhebebühnen. Wenn der Stapel wächst, senkt sich der Tisch. Diese Auslaufautomatisierung erfordert eine deutlich größere lineare Stellfläche als Rolle-zu-Rolle-Aufwickler. Für die Entnahme großer Paletten mit gestapelten Blechen müssen Anlagenmanager den Zugang für Gabelstapler planen.
Diagramm zur Risikobewertung und -minderung |
||
Implementierungsrisiko |
Primäre Konsequenz |
Empfohlene Schadensbegrenzungsstrategie |
|---|---|---|
Schlechte Spannungskontrolle |
Rollenteleskopierung / Längenvariation |
Installieren Sie Wägezellen-Spannungsregler mit geschlossenem Regelkreis. |
Stumpfe Schneidklingen |
Ausgefranste Kanten / Übermäßiger Staub |
Führen Sie geplante Klingenschärfzyklen durch. |
Unzureichende Raumplanung |
Workflow-Engpässe bei Outfeed |
Kartieren Sie die lineare Grundfläche einschließlich der Paletten-Entnahmezonen. |
Kaufen Sie niemals Geräte ohne einen vom Anbieter durchgeführten Machbarkeitsnachweis. Sie sollten immer einen Factory Acceptance Test (FAT) verlangen. Eine zuverlässige Der Hersteller von Rollen-zu-Blatt-Schneidemaschinen verarbeitet Ihre spezifischen Masterrollen. Sie tun dies, um die Schnittqualität nachzuweisen und Angaben zur Geschwindigkeit zu bestätigen. Durch die Vorlage Ihres eigenen Materials wird sichergestellt, dass die Andruckwalzen Ihre spezifischen Bahnbeschichtungen verarbeiten, ohne zu verrutschen oder zu zerkratzen. Bevor Sie die endgültigen Genehmigungen unterzeichnen, müssen Sie sehen, dass die Maschine erfolgreich funktioniert.
Standardmaschinen lösen selten spezielle Produktionsherausforderungen. Suchen Sie nach Anbietern, die in der Lage sind, Folgendes bereitzustellen Maßgeschneiderte Lösung zum Rollen-zu-Blatt-Schneiden . Sie müssen die Ausrüstung auf ungewöhnliche Materialstärken abstimmen. Für einige empfindliche Filme sind hochentwickelte Stäbe zur Beseitigung statischer Elektrizität erforderlich. Andere Branchen schreiben spezielle Reinraum-Compliance-Standards vor. Ein kompetentes Ingenieurteam modifiziert Antriebsmotoren, tauscht Walzenbeschichtungen aus und aktualisiert die SPS-Software, um Ihre genauen Spezifikationen zu erfüllen.
Eine Maschine auf dem Boden ist nutzlos, wenn sie kaputt geht und Ihnen Ersatzteile fehlen. Bewerten Sie das Service Level Agreement (SLA) des Anbieters. Achten Sie besonders auf Ersatzmesser und Antriebsmotoren. Fragen Sie nach den Möglichkeiten zur SPS-Fehlerbehebung. Können sie Softwarefehler aus der Ferne diagnostizieren? Ein Maschinenstillstand stoppt direkt die gesamte nachgelagerte Produktion. Sie müssen sicherstellen, dass der Anbieter über einen robusten lokalen Bestand an kritischen Ersatzteilen verfügt.
Ihre Wahl der Bahnkonvertierungsausrüstung bestimmt den gesamten Ablauf der nachgelagerten Produktion. Schneidemaschinen sorgen dafür, dass bei Betrieben mit kontinuierlicher Beschickung die Lagerbestände stets voll sind. Schneidemaschinen garantieren eine diskrete Montage und Drucklinien erhalten präzise, ebene Substrate. Hybridmaschinen bieten eine enorme Single-Pass-Effizienz, erfordern jedoch einen höheren technischen Aufwand. Das Erkennen Ihres primären Ausgabeformats ist der entscheidende erste Schritt bei der Geräteauswahl.
Wir empfehlen Käufern, ihre genauen Materialspezifikationen sorgfältig zu dokumentieren. Notieren Sie Ihre Bahnbreite, Materialstärke, Zugfestigkeit und Masterkerngröße. Ermitteln Sie mathematisch Ihre benötigten Ausgabetoleranzen. Schließen Sie diese Datenerfassung ab, bevor Sie Angebote oder Probeläufe von ausgewählten Anbietern anfordern. Klare Spezifikationen stellen sicher, dass Hersteller die richtigen Maschinen für Ihre betrieblichen Gegebenheiten vorschlagen.
A: Ja. Hybrid-Schneid- und Querschneidemaschinen verfügen über Inline-Rotationsmesser, gefolgt von einem Guillotine-Querschnitt. Sie verringern gleichzeitig Breite und Länge. Sie unterliegen jedoch Einschränkungen hinsichtlich der Materialstärke. Extrem dicke oder steife Materialien können die Inline-Schneidemaschinen verstopfen, sodass für Hochleistungsanwendungen separate Spezialmaschinen erforderlich sind.
A: Längenschwankungen sind hauptsächlich auf Schlupf in den Andruckwalzen zurückzuführen. Auch eine unsachgemäße Spannungskontrolle vor dem Eintritt der Bahn in die Schneidzone verursacht Probleme. Darüber hinaus spielt die Materialelastizität eine große Rolle. Wenn sich die Bahn unter Spannung dehnt und geschnitten wird, schrumpft sie anschließend wieder, was zu einer kürzeren Bahn führt.
A: Für die Bewältigung statischer Aufladung ist die Installation aktiver Antistatikstäbe entlang des Bahnpfads erforderlich. Diese Stäbe ionisieren die Luft und neutralisieren so die statische Aufladung. Dies ist bei Folien und Kunststoffen eine absolute Notwendigkeit. Ohne statische Aufladung haften leichte Bleche an der Maschine oder verkleben während des Stapelvorgangs.
