
المشاهدات: 0 المؤلف: محرر الموقع وقت النشر: 18-06-2026 المنشأ: موقع
غالبًا ما يصبح تحويل اللفات الرئيسية إلى أبعاد قابلة للاستخدام بمثابة عنق الزجاجة الحاسم في التصنيع الحديث. تعتمد خطوط الإنتاج بشكل كبير على التحجيم الدقيق للمواد للحفاظ على معدلات إنتاج ثابتة. يؤدي اختيار معدات تحويل الويب الخاطئة حتمًا إلى الإفراط في قطع الحواف، وإهدار المواد، وتأخير سير العمل. التمييز الميكانيكي الأساسي واضح ومباشر. يقلل الحز من عرض الويب من خلال القطع الطولية. على العكس من ذلك، تقلل الأغطية من طول الشبكة من خلال القطع المستعرضة.
توفر هذه المقالة لمديري المشتريات والإنتاج إطارًا قائمًا على الأدلة. سوف تتعلم كيفية تقييم الاحتياجات التشغيلية وتقييم مخاطر التنفيذ واختيار الماكينة المناسبة لخط الإنتاج المحدد الخاص بك. نحن نبني رؤيتنا على المبادئ الهندسية الراسخة وحقائق أرضية المتجر الواقعية.
تقوم آلة الحز بتحويل اللفات الرئيسية العريضة إلى لفات أضيق، مما يجعلها مثالية لعمليات التغذية المستمرة في المراحل النهائية.
تقوم آلة قطع اللفة إلى الورقة بتحويل اللفات الرئيسية إلى قطع مستطيلة مسطحة ومكدسة بأطوال محددة، مطلوبة لعمليات التعبئة والتغليف أو الطباعة المنفصلة.
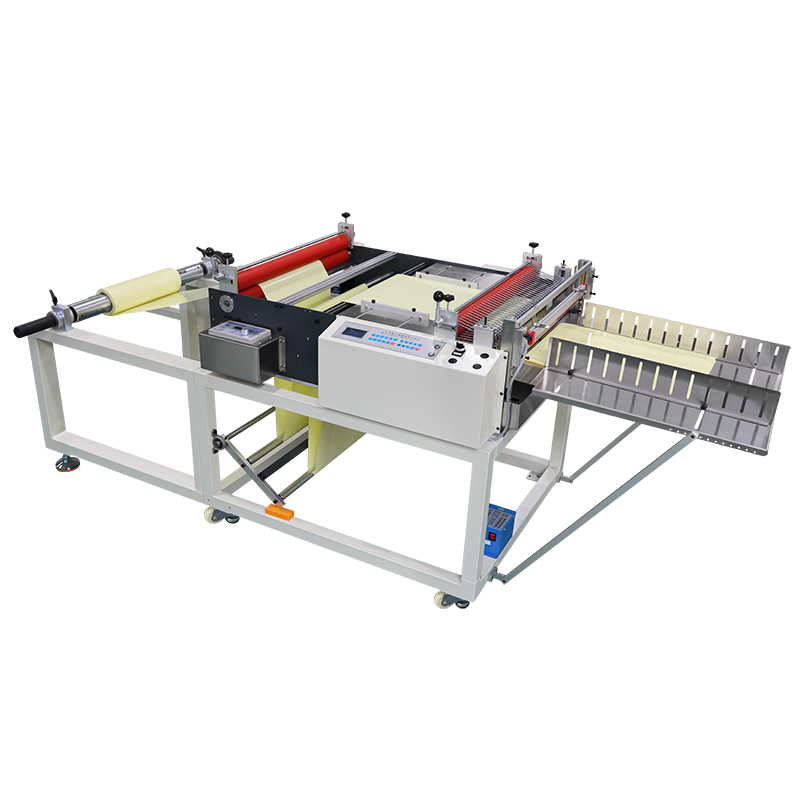
توجد معدات هجينة (آلة قطع اللفة إلى الصفائح) للمنشآت التي تتطلب تقليل العرض والقطع المتزامن في نفس الوقت.
يتطلب تقييم الشركة المصنعة النظر إلى ما هو أبعد من السرعة الأساسية لتقييم التحكم في التوتر، ومتانة الشفرة، وقدرات الاختبار الخاصة بالمواد.
تعمل آلات الحز على مبدأ اللف المستمر. يأخذون لفة رئيسية كبيرة ويقسمونها إلى عدة لفات أضيق. تعتمد الآلية بشكل كبير على تكوينات مختلفة للشفرة اعتمادًا على المادة. عادةً ما يستخدم المصنعون شفرات القص الدوارة أو شفرات الحلاقة أو السحق. تقوم هذه الشفرات بتقطيع الويب طوليًا بينما تقوم الآلة بفكها. بمجرد القطع، يقوم النظام بإعادة لف المادة إلى عدة نوى أصغر.
يكون تنسيق الإخراج الأساسي دائمًا عبارة عن لفة متواصلة ضيقة. تتفوق هذه الآلات في معالجة المواد المرنة. إنها الأفضل للأفلام والأشرطة والمنسوجات والتعبئة المرنة. تتطلب مثل هذه المواد دائمًا مزيدًا من المعالجة المغذية باللفائف. على سبيل المثال، ستقوم منشأة التعبئة والتغليف بقطع لفة رئيسية واسعة من الفيلم البلاستيكي. ثم يقومون بعد ذلك بإدخال تلك اللفات الضيقة في معدات التعبئة والتغليف والتعبئة والتغليف.
القص الدوار: يستخدم شفرتين دائريتين متفاعلتين. الأفضل للورق والرقائق.
قص الحلاقة: يستخدم شفرة حلاقة ثابتة. مثالية للأغشية الرقيقة والبلاستيك.
القطع السحق: يضغط بشفرة حادة على أسطوانة سندان صلبة. يعمل بشكل جيد مع المنسوجات والمنسوجات.
أ آلة قطع اللف إلى الصفائح بشكل مختلف تمامًا. تعمل وهو يركز على التخفيضات المستعرضة. تعمل الآلية على تغذية مادة الويب بطول محدد للغاية. ثم تستخدم مقصلة للخدمة الشاقة أو سكينًا دوارًا متقاطعًا. تقطع هذه الشفرة الويب عبر عرضه بالكامل.
يتكون تنسيق الإخراج الأساسي من أوراق فردية مسطحة. غالبًا ما تقوم الأنظمة المتطورة بتكديس هذه الأوراق تلقائيًا على طاولة التغذية. هذه الآلات هي الأفضل للمواد الصلبة أو شبه الصلبة. يتعاملون بسهولة مع الورق والكرتون والرقائق والشرائح المتخصصة. هذه الصفائح المسطحة مخصصة للختم، أو الطباعة المسطحة، أو عمليات التجميع اليدوية. أنها توفر الوحدات المنفصلة الدقيقة المطلوبة لهذه العمليات اللاحقة.
جدول مقارنة تحويل الويب |
||
ميزة |
آلة الحز |
آلة الأغطية |
|---|---|---|
قطع الاتجاه |
الطولي (العرض) |
المستعرضة (الطول) |
تنسيق الإخراج |
لفات مستمرة |
صفائح مسطحة منفصلة |
آلية الشفرة |
الحلاقة، القص، سحق |
المقصلة، الروتاري عبر قطع |
المواد النموذجية |
الأفلام والأشرطة والمنسوجات |
الورق والكرتون والشرائح |
يجب على المشغلين تقييم المفاضلة باستمرار بين سرعة التشغيل ودقة الأبعاد. نحن نقيس السرعة بالمتر في الدقيقة. تصل ماكينات الحز إلى سرعات عالية جدًا بسهولة لأن النسيج يتحرك بشكل مستمر. لا تتوقف المادة أبدًا أثناء القطع الطولي.
تقدم الأغطية ديناميكية مختلفة. إنها تتطلب آليات إيقاف وقطع دقيقة أو قطع دوار متزامن. تتطلب شفرة المقصلة توقف الويب للحظات. تؤدي حركة التوقف والانطلاق هذه بطبيعتها إلى خفض متوسط الإنتاجية. تعمل القواطع الدوارة المتزامنة الحديثة على تقليل هذا التوقف المؤقت. ومع ذلك، فإن تحقيق التسامح مع الطول الضيق لا يزال يؤثر على السرعة المستمرة بشكل مختلف عن القطع المستمر. يجب عليك تحديد التفاوتات المقبولة قبل حساب الحد الأقصى من الإنتاجية القابلة للتطبيق.
يجب عليك تأطير قرار المعدات الخاص بك بالكامل حول الخطوة التالية في خط الإنتاج. انظر عن كثب إلى سير عملك. إذا كان الجهاز التالي يتطلب تغذية ويب مستمرة، فسيظل التقطيع إلزاميًا. على سبيل المثال، لا يمكن لأداة تطبيق الملصقات قبول أوراق منفصلة. انها تحتاج الى لفة مستمرة.
على العكس من ذلك، إذا كانت الخطوة التالية تتطلب وحدات منفصلة، تصبح الأغطية مطلبًا مطلقًا. لا يمكن لآلة القطع المسطحة أو طابعة الأوفست المغذية بالورق معالجة اللفة. يجب عليك تزويدهم بملاءات مسطحة. يمنع التكامل النهائي الصحيح التعامل مع الاختناقات والخطوات الوسيطة غير الضرورية.
يعد تحديد نفايات الإعداد المقبولة وتقليم الحواف أمرًا حيويًا. كلتا العمليتين تتعاملان مع النفايات بشكل مختلف. يتطلب الحز دائمًا تقريبًا استخراج حافة الحافة. غالبًا ما تكون الحواف الخارجية للفة الرئيسية غير مستوية أو تالفة. تقوم الآلة بتقطيع هذه الحواف، مما يؤدي إلى توليد شرائط مستمرة من النفايات. يجب على المشغلين إدارة هذه النفايات عبر أنظمة الاستخراج الفراغي.
تركز الأغطية مقاييس النفايات على معايرة الطول. تؤدي الآلات التي تتم معايرتها بشكل سيئ إلى إنشاء خردة في القطع الأول والأخير من التشغيل. يمكنك تجنب هذا الهدر من خلال ضمان المعايرة الدقيقة لأسطوانة الضبط. تمنع الصيانة الدورية انزلاق المواد، وبالتالي الحفاظ على تفاوتات الطول ضيقة وتقليل الألواح المرفوضة.
تحديد النسب المئوية للنفايات المقبولة عند خط الأساس.
قم بتركيب منافيخ استخراج القطع لخطوط الحز.
قم بمعايرة بكرات التغذية يوميًا لخطوط الأغطية.
توثيق معدلات الرفض التي يتم تشغيلها لأول مرة.
في بعض الأحيان، يتطلب الإنتاج تقليل العرض والطول في وقت واحد. وهذا يتطلب آلة هجينة. يمكننا تحديد كيفية أ تجمع آلة قطع اللفة إلى الورقة بين هذه الوظائف. إنه يحتوي على أدوات شقوق دوارة مضمنة موضوعة مباشرة قبل المقصلة الطرفية المتقاطعة. يتم فك المادة، وتمر عبر شفرات القطع لتقسيم العرض، ومن ثم يتم تغذيتها في قسم القطع العرضي.
يعتبر هذا النهج الهجين فعالاً للغاية بالنسبة لتطبيقات محددة كبيرة الحجم. إنها مثالية لتحويل لفة رئيسية واسعة إلى عدة أوراق مسطحة صغيرة في تمريرة واحدة. خذ بعين الاعتبار منشأة تقوم بمعالجة شبكة بعرض 60 بوصة من الورق التخصصي. يمكنهم ضبط أدوات القطع المضمنة لتقسيم الويب إلى أربعة شرائح مقاس 15 بوصة. ثم تقوم المقصلة بقطع هذه الشرائط كل 20 بوصة. تقوم الآلة بإخراج أربع أوراق مقاس 15 بوصة × 20 بوصة في وقت واحد مع كل ضربة للشفرة. وهذا يتفوق بشكل كبير على معالجة اللفة مرتين.
إن نشر نظام هجين يقدم مزايا وعيوب مميزة. إنه يوحد مساحة الأرضية بشكل كبير. يمكنك الجمع بين عمليتين منفصلتين في بصمة مادية واحدة. كما أنه يقلل من التعامل مع المشغل، مما يقلل من متطلبات العمالة. لا يحتاج العمال إلى نقل لفات الشق إلى طبقة منفصلة.
ومع ذلك، فإنه يزيد من تعقيد الجهاز. يتطلب استكشاف الأخطاء وإصلاحها فنيين ذوي مهارات عالية. يزداد أيضًا وقت تغيير الأدوات مقارنةً بالآلات المخصصة ذات الوظيفة الواحدة. يجب على المشغلين محاذاة كل من سكاكين الحز وآلية المقصلة بدقة. يجب أن تزن فترة التوقف الممتدة هذه مقابل توفير العمالة.
التحكم في التوتر يحدد جودة المنتج النهائي. يجب أن نناقش المخاطر الحاسمة المتمثلة في تصغير المواد في أدوات القطع. يحدث التلسكوب عندما يتغير التوتر عبر عمود الترجيع، مما يتسبب في انحراف حواف اللفة إلى الخارج. إنه يدمر لفة التغذية في اتجاه مجرى النهر.
في قواطع الألواح، يؤدي التوتر الضعيف إلى عدم تناسق الطول. إذا تمددت الشبكة قليلاً قبل أن تصل إلى بكرات التغذية، فسوف تنكمش الورقة النهائية بعد القطع. تعتبر أنظمة التحكم الآلي في التوتر باستخدام خلايا الحمل والفرامل الهوائية إلزامية. إذا كانت هذه الأنظمة غير كافية أو سيئة المعايرة، فإن معدلات الخردة سوف ترتفع بشكل كبير. تعد إدارة مرونة التوتر أصعب تحدٍ هندسي في تحويل الويب.
تؤثر صيانة الشفرة بشكل مباشر على جداول الإنتاج. مقارنة الحقائق التشغيلية بين النظامين. يتطلب تغيير سكاكين القطع المتعددة محاذاة دقيقة. قد تحتوي ماكينة التقطيع النموذجية على عشرين زوجًا من شفرات القص. يجب على المشغلين ضبط الفجوة والسرعة الزائدة لكل زوج. تستغرق هذه العملية وقتًا طويلاً وصبرًا.
إن الحفاظ على شفرة المقصلة المستعرضة للخدمة الشاقة أمر مختلف. تحتوي الآلة عادةً على شفرة واحدة كبيرة فقط. ومع ذلك، استبداله يتطلب معدات رفع ثقيلة. يجب شحذ الشفرة بانتظام بواسطة مطاحن متخصصة خارج الموقع. تسبب المقصلة الباهتة حواف خشنة وتخلق غبارًا ورقيًا زائدًا. يتطلب كلا إجراءي الصيانة جداول زمنية صارمة لتجنب التوقف غير المتوقع.
يجب عليك معالجة المساحة المادية المطلوبة قبل التسليم. آلات الترجيع الحز مدمجة نسبيا. إنهم يعتمدون على لفات ملفوفة بإحكام، مما يحافظ على موضع البصمة. يمكنك البسط وإعادة اللف على مسافة خطية قصيرة.
تتطلب عمليات اللف إلى الورقة مساحة أكبر بكثير. تتطلب الصفائح المسطحة ناقلات تغذية واسعة النطاق. تحتاج الأنظمة عالية السرعة إلى طاولات تكديس آلية ورافعات مقصية. ومع نمو المكدس، ينخفض الجدول. تتطلب أتمتة التغذية الخارجية هذه مساحة خطية أكبر بكثير من أجهزة الترجيع من لفة إلى لفة. يجب على مديري المرافق رسم خريطة للوصول إلى الرافعة الشوكية لإزالة المنصات الكبيرة من الأوراق المكدسة.
مخطط تقييم المخاطر والتخفيف منها |
||
مخاطر التنفيذ |
النتيجة الأولية |
استراتيجية التخفيف الموصى بها |
|---|---|---|
ضعف التحكم في التوتر |
لفة تصغير / تباين الطول |
تثبيت وحدات التحكم في شد خلية التحميل ذات الحلقة المغلقة. |
شفرات القطع المملة |
حواف خشنة / غبار زائد |
تنفيذ دورات شحذ الشفرة المجدولة. |
عدم كفاية تخطيط الفضاء |
اختناقات سير العمل في Outfeed |
خريطة البصمة الخطية بما في ذلك مناطق استرجاع البليت. |
لا تقم أبدًا بشراء المعدات دون إثبات المفهوم من قبل البائع. يجب عليك دائمًا أن تطلب اختبار قبول المصنع (FAT). موثوقة الشركة المصنعة لآلة قطع اللفة إلى الورقة بتشغيل اللفات الرئيسية المحددة الخاصة بك. ستقوم يفعلون ذلك لإثبات جودة القطع والتحقق من صحة مطالبات السرعة. يضمن إرسال المواد الخاصة بك أن تتعامل بكرات الارتكاز مع طبقات الويب المحددة الخاصة بك دون الانزلاق أو الخدش. يجب أن ترى الجهاز يعمل بنجاح قبل التوقيع على الموافقات النهائية.
نادراً ما تحل الآلات القياسية تحديات الإنتاج المتخصصة. ابحث عن البائعين القادرين على توفير لفة مخصصة لحل قطع الورقة . يجب عليهم تصميم المعدات وفقًا لسماكات المواد غير العادية. تتطلب بعض الأفلام الحساسة قضبان إزالة ثابتة متقدمة. تفرض الصناعات الأخرى معايير محددة للامتثال للغرف النظيفة. سيقوم فريق هندسي قادر بتعديل محركات التشغيل، وتبديل الطلاءات الدوارة، وترقية برنامج PLC لتلبية مواصفاتك الدقيقة.
الآلة الموجودة على الأرض تكون عديمة الفائدة إذا انكسرت وكان لديك نقص في الأجزاء. قم بتقييم اتفاقية مستوى الخدمة (SLA) الخاصة بالبائع. انتبه جيدًا للشفرات البديلة ومحركات القيادة. اسأل عن إمكانيات استكشاف أخطاء PLC وإصلاحها. هل يمكنهم تشخيص أخطاء البرامج عن بعد؟ يؤدي توقف الماكينة إلى إيقاف جميع عمليات الإنتاج النهائية بشكل مباشر. يجب عليك التأكد من احتفاظ البائع بمخزون محلي قوي من قطع الغيار المهمة.
إن اختيارك لمعدات تحويل الويب يحدد التدفق الكامل للإنتاج النهائي. تضمن آلات الحز أن تظل عمليات التغذية المستمرة مخزنة بالكامل. تضمن آلات الأغطية حصول خطوط التجميع والطباعة المنفصلة على ركائز مسطحة ودقيقة. توفر الآلات الهجينة كفاءة هائلة في التمريرة الواحدة ولكنها تتطلب إشرافًا فنيًا أعلى. يعد التعرف على تنسيق الإخراج الأساسي الخاص بك هو الخطوة الأولى الحاسمة في اختيار المعدات.
ننصح المشترين بتوثيق مواصفات المواد الدقيقة الخاصة بهم بدقة. قم بتسجيل عرض الويب وسمك المادة وقوة الشد والحجم الأساسي الرئيسي. حدد تفاوتات الإخراج المطلوبة رياضياً. أكمل جمع البيانات هذا قبل طلب عروض الأسعار أو التشغيل التجريبي من البائعين المختارين. تضمن المواصفات الواضحة أن الشركات المصنعة تقترح الماكينات المناسبة لواقعك التشغيلي.
ج: نعم. تشتمل آلات التقطيع الهجينة على شفرات دوارة مضمنة يتبعها قطع عرضي بالمقصلة. أنها تقلل العرض والطول في وقت واحد. ومع ذلك، فإنها تواجه قيودًا فيما يتعلق بسمك المادة. يمكن للمواد السميكة أو الصلبة للغاية أن تؤدي إلى تشويش أدوات القطع المضمنة، مما يجعل الآلات المخصصة المنفصلة ضرورية لتطبيقات الخدمة الشاقة.
ج: ينبع اختلاف الطول في المقام الأول من الانزلاق في بكرات القطع. يؤدي التحكم غير المناسب في التوتر قبل دخول الويب إلى منطقة القطع إلى حدوث مشكلات أيضًا. علاوة على ذلك، تلعب مرونة المواد دورًا رئيسيًا. إذا تمددت الشبكة تحت التوتر وتم قطعها، فإنها تنكمش مرة أخرى بعد ذلك، مما يؤدي إلى ورقة أقصر.
ج: تتطلب إدارة الكهرباء الساكنة تثبيت أشرطة نشطة مضادة للكهرباء الساكنة عبر مسار الويب. تعمل هذه القضبان على تأين الهواء، وتحييد الشحنة الساكنة. هذه ضرورة مطلقة للأفلام والمواد البلاستيكية. بدون إزالة الكهرباء الساكنة، سوف تلتصق الصفائح خفيفة الوزن بالآلة أو تلتصق ببعضها البعض أثناء عملية التراص.
