
Dilihat: 0 Penulis: Editor Situs Waktu Publikasi: 18-06-2026 Asal: Lokasi
Mengubah master roll menjadi dimensi yang dapat digunakan sering kali menjadi hambatan penting dalam manufaktur modern. Lini produksi sangat bergantung pada ukuran material yang tepat untuk mempertahankan tingkat produksi yang stabil. Memilih peralatan konversi web yang salah pasti akan menyebabkan pemangkasan tepi yang berlebihan, pemborosan material, dan penundaan alur kerja. Perbedaan mekanis dasar sangatlah jelas. Menggorok mengurangi lebar jaring melalui pemotongan memanjang. Sebaliknya, terpal mengurangi panjang jaring melalui pemotongan transversal.
Artikel ini memberikan kerangka kerja berbasis bukti kepada manajer pengadaan dan produksi. Anda akan belajar mengevaluasi kebutuhan operasional, menilai risiko implementasi, dan memilih mesin yang tepat untuk lini produksi spesifik Anda. Kami mendasarkan wawasan kami pada prinsip-prinsip teknis yang sudah ada dan kenyataan di lapangan di dunia nyata.
Mesin slitting mengubah gulungan master yang lebar menjadi gulungan yang lebih sempit, ideal untuk proses hilir pengumpanan berkelanjutan.
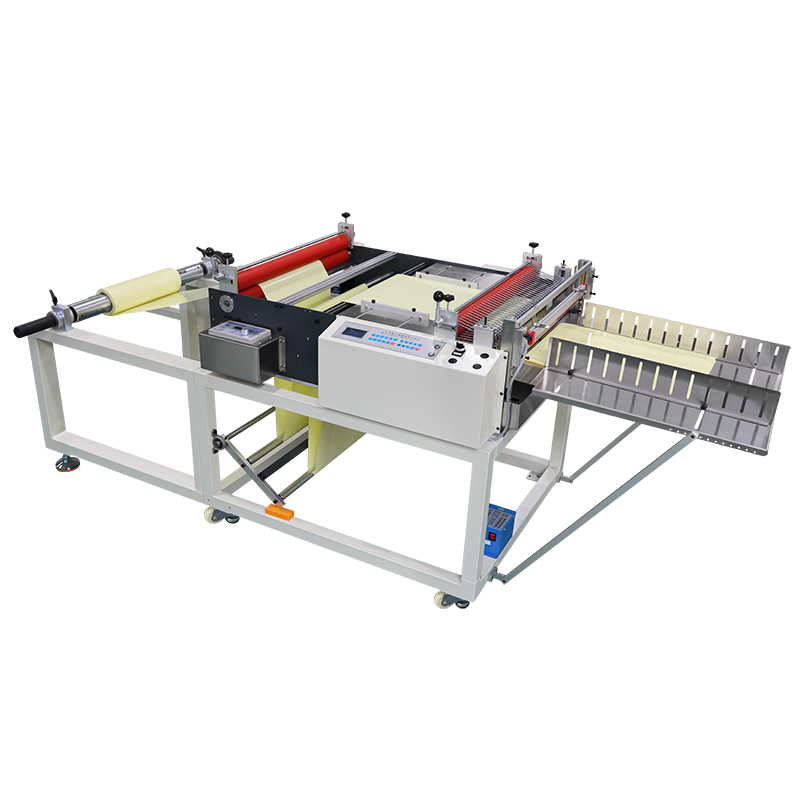
Mesin Pemotong Roll To Sheet mengubah gulungan utama menjadi potongan persegi panjang datar dan bertumpuk dengan panjang tertentu, yang diperlukan untuk proses pengemasan atau pencetakan terpisah.
Peralatan hibrid (Mesin Penggorok Roll To Sheet) tersedia untuk fasilitas yang memerlukan pengurangan lebar dan pemotongan silang secara bersamaan.
Mengevaluasi pabrikan memerlukan pertimbangan lebih dari sekadar kecepatan dasar untuk menilai kontrol tegangan, ketahanan blade, dan kemampuan pengujian spesifik material.
Mesin slitting beroperasi dengan prinsip roll-to-roll yang berkelanjutan. Mereka mengambil gulungan utama yang besar dan membaginya menjadi beberapa gulungan yang lebih sempit. Mekanismenya sangat bergantung pada konfigurasi bilah yang berbeda tergantung pada materialnya. Pabrikan biasanya menggunakan pisau geser putar, pisau cukur, atau pisau penghancur. Bilah-bilah ini mengiris jaring secara membujur saat mesin melepaskannya. Setelah dipotong, sistem memundurkan material menjadi beberapa inti yang lebih kecil.
Format keluaran utama selalu berupa gulungan kontinu yang sempit. Mesin-mesin ini unggul dalam memproses bahan fleksibel. Bahan ini paling cocok untuk film, pita perekat, tekstil, dan kemasan fleksibel. Bahan-bahan seperti itu hampir selalu memerlukan pemrosesan roll-fed lebih lanjut di bagian hilir. Misalnya, fasilitas pengemasan akan menggorok master roll film plastik yang lebar. Mereka kemudian memasukkan gulungan-gulungan sempit itu ke dalam peralatan pengemasan formulir-isi-segel.
Rotary Shear: Menggunakan dua bilah melingkar yang berinteraksi. Terbaik untuk kertas dan foil.
Razor Cut: Menggunakan silet stasioner. Ideal untuk film tipis dan plastik.
Crush Cut: Menekan pisau tumpul pada silinder landasan yang mengeras. Cocok untuk kain bukan tenunan dan tekstil.
A Mesin Pemotong Roll To Sheet berfungsi sepenuhnya berbeda. Ini berfokus pada pemotongan transversal. Mekanisme ini mengumpankan material web ke panjang yang sangat spesifik. Kemudian menggunakan guillotine tugas berat atau pisau putar. Bilah ini memotong jaring di seluruh lebarnya.
Format keluaran utama terdiri dari lembaran-lembaran datar dan individual. Sistem kelas atas sering kali menumpuk lembaran-lembaran ini secara otomatis pada tabel outfeed. Mesin ini paling cocok untuk material kaku atau semi-kaku. Mereka dengan mudah menangani kertas, karton, foil, dan laminasi khusus. Lembaran datar ini ditujukan untuk pencetakan, pencetakan alas datar, atau operasi perakitan manual. Mereka menyediakan unit diskrit yang tepat yang diperlukan untuk proses selanjutnya.
Tabel Perbandingan Konversi Web |
||
Fitur |
Mesin Pemotong |
Mesin Terpal |
|---|---|---|
Arah Potong |
Membujur (Lebar) |
Transversal (Panjang) |
Format Keluaran |
Gulungan Berkelanjutan |
Lembaran Datar Diskrit |
Mekanisme Pisau |
Pisau Cukur, Geser, Hancurkan |
Guillotine, Potong Silang Putar |
Bahan Khas |
Film, Kaset, Tekstil |
Kertas, Papan, Laminasi |
Operator harus terus-menerus menilai trade-off antara kecepatan operasi dan akurasi dimensi. Kami mengukur kecepatan dalam meter per menit. Mesin slitting dengan mudah mencapai kecepatan sangat tinggi karena jaringnya bergerak terus menerus. Bahan tidak pernah berhenti selama pemotongan memanjang.
Terpal memperkenalkan dinamika yang berbeda. Hal ini memerlukan mekanisme stop-and-cut yang presisi atau pemotongan putar yang tersinkronisasi. Pisau guillotine mengharuskan jaringnya berhenti sejenak. Gerakan stop-and-go ini secara inheren menurunkan throughput rata-rata. Pemotong putar tersinkronisasi modern meminimalkan jeda ini. Namun, pencapaian toleransi panjang yang ketat masih berdampak pada kecepatan kontinu secara berbeda dibandingkan pemotongan kontinu. Anda harus menentukan toleransi yang dapat diterima sebelum menghitung throughput maksimum yang layak.
Anda harus menyusun keputusan peralatan Anda sepenuhnya pada langkah berikutnya dalam lini produksi. Perhatikan baik-baik alur kerja Anda. Jika mesin berikutnya memerlukan pengumpanan web secara kontinyu, pemotongan tetap wajib dilakukan. Aplikator label, misalnya, tidak dapat menerima lembaran terpisah. Ini membutuhkan gulungan yang terus menerus.
Sebaliknya, jika langkah berikutnya memerlukan unit-unit terpisah, terpal menjadi persyaratan mutlak. Mesin cetak die-cutting flatbed atau printer offset yang diberi makan lembaran tidak dapat memproses gulungan. Anda harus menyediakan lembaran datar untuk mereka. Integrasi hilir yang tepat mencegah penanganan kemacetan dan langkah-langkah perantara yang tidak perlu.
Mendefinisikan limbah pengaturan dan trim tepi yang dapat diterima sangatlah penting. Kedua proses tersebut menangani limbah secara berbeda. Menggorok hampir selalu memerlukan ekstraksi trim tepi. Tepi luar master roll sering kali tidak rata atau rusak. Mesin tersebut memotong bagian tepinya, menghasilkan pita limbah yang terus menerus. Operator harus mengelola limbah ini melalui sistem ekstraksi vakum.
Terpal memfokuskan metrik limbah pada kalibrasi panjang. Mesin yang dikalibrasi dengan buruk menghasilkan potongan pada pemotongan pertama dan terakhir. Anda menghindari pemborosan ini dengan memastikan kalibrasi nip roller secara tepat. Perawatan rutin mencegah selip material, sehingga menjaga toleransi panjang tetap ketat dan meminimalkan lembaran yang ditolak.
Identifikasi persentase limbah yang dapat diterima pada awal.
Pasang blower ekstraksi trim untuk garis penggorengan.
Kalibrasi feed roller setiap hari untuk jalur terpal.
Dokumentasikan tingkat penolakan yang dijalankan pertama kali.
Terkadang, produksi memerlukan pengurangan lebar dan panjang secara bersamaan. Ini membutuhkan mesin hybrid. Kita dapat mendefinisikan bagaimana a Mesin Roll To Sheet Slitting menggabungkan fungsi-fungsi ini. Ini menampung slitter putar inline yang diposisikan tepat sebelum terminal guillotine potong silang. Bahan tersebut terlepas, melewati bilah penggorok untuk pembagian lebar, dan kemudian dimasukkan ke dalam bagian pemotongan.
Pendekatan hibrid ini sangat efektif untuk aplikasi spesifik bervolume tinggi. Ini ideal untuk mengubah gulungan master lebar menjadi beberapa lembaran datar kecil dalam sekali jalan. Pertimbangkan fasilitas yang memproses jaringan kertas khusus selebar 60 inci. Mereka dapat mengatur celah inline untuk membagi jaring menjadi empat strip berukuran 15 inci. Guillotine kemudian memotong potongan-potongan ini setiap 20 inci. Mesin ini menghasilkan empat lembar kertas berukuran 15 inci kali 20 inci secara bersamaan pada setiap pukulan bilahnya. Ini jauh lebih baik daripada pemrosesan gulungan dua kali.
Penerapan sistem hybrid mempunyai kelebihan dan kekurangan tersendiri. Ini mengkonsolidasikan ruang lantai secara signifikan. Anda menggabungkan dua operasi terpisah menjadi satu jejak fisik. Hal ini juga mengurangi penanganan operator, sehingga menurunkan permintaan tenaga kerja. Pekerja tidak perlu memindahkan slit roll ke sheeter terpisah.
Namun, hal ini meningkatkan kompleksitas mesin. Pemecahan masalah memerlukan teknisi yang sangat terampil. Waktu pergantian perkakas juga meningkat dibandingkan dengan mesin khusus dengan fungsi tunggal. Operator harus menyelaraskan pisau penggorok dan mekanisme guillotine dengan tepat. Anda harus mempertimbangkan waktu henti yang diperpanjang ini dengan penghematan tenaga kerja.
Kontrol tegangan menentukan kualitas produk akhir. Kita harus mendiskusikan risiko kritis dari teleskop material pada slitter. Telescoping terjadi ketika tegangan bervariasi pada poros rewind, menyebabkan tepi gulungan mengarah ke luar. Hal ini merusak peran pemberian pakan di hilir.
Pada pemotong lembaran, tegangan yang buruk menyebabkan ketidakkonsistenan panjang. Jika jaring sedikit meregang sebelum mengenai rol pengumpan, lembaran akhir akan menyusut setelah dipotong. Sistem kontrol tegangan otomatis yang menggunakan sel beban dan rem pneumatik merupakan hal yang wajib dilakukan. Jika sistem ini tidak memadai atau dikalibrasi dengan buruk, tingkat kerusakan akan meroket. Mengelola elastisitas tegangan adalah tantangan teknik tersulit dalam konversi web.
Perawatan blade secara langsung mempengaruhi jadwal produksi. Bandingkan realitas operasional antara kedua sistem. Mengganti beberapa pisau slitter memerlukan penyelarasan yang presisi. Slitter tipikal mungkin memiliki dua puluh pasang bilah geser. Operator harus mengatur gap dan kecepatan berlebih untuk setiap pasangan. Proses ini membutuhkan banyak waktu dan kesabaran.
Merawat pisau guillotine transversal tugas berat berbeda-beda. Mesin tersebut biasanya hanya memiliki satu bilah besar. Namun, penggantiannya membutuhkan alat angkat berat. Mata pisau harus diasah secara teratur dengan penggiling khusus di luar lokasi. Guillotine yang tumpul menyebabkan tepi kertas tidak rata dan menimbulkan debu kertas yang berlebihan. Kedua rutinitas pemeliharaan tersebut memerlukan jadwal yang ketat untuk menghindari waktu henti yang tidak terduga.
Anda harus mengatasi ruang fisik yang diperlukan sebelum pengiriman. Slitting rewinder relatif kompak. Mereka mengandalkan gulungan yang digulung rapat, menjaga agar jejak kaki tetap terlokalisasi. Anda membuka gulungan dan memutar ulang dalam jarak linier pendek.
Operasi roll to sheet membutuhkan lebih banyak ruang. Lembaran datar memerlukan konveyor pengumpan yang ekstensif. Sistem berkecepatan tinggi memerlukan meja susun otomatis dan lift gunting. Saat tumpukan bertambah, tabel semakin rendah. Otomatisasi outfeed ini memerlukan jejak linier yang jauh lebih besar dibandingkan mesin rewinder roll-to-roll. Manajer fasilitas harus memetakan akses forklift untuk memindahkan tumpukan lembaran palet besar.
Bagan Penilaian dan Mitigasi Risiko |
||
Risiko Implementasi |
Konsekuensi Utama |
Strategi Mitigasi yang Direkomendasikan |
|---|---|---|
Kontrol Ketegangan yang Buruk |
Roll Telescoping / Varians Panjang |
Pasang pengontrol tegangan sel beban loop tertutup. |
Pisau Pemotong Kusam |
Tepinya Kasar/Debu Berlebihan |
Terapkan siklus penajaman pisau terjadwal. |
Perencanaan Ruang yang Tidak Memadai |
Kemacetan Alur Kerja di Outfeed |
Memetakan jejak linier termasuk zona pengambilan palet. |
Jangan pernah membeli peralatan tanpa bukti konsep yang dijalankan vendor. Anda harus selalu meminta Uji Penerimaan Pabrik (FAT). Dapat diandalkan produsen mesin pemotong roll to sheet akan menjalankan master roll spesifik Anda. Mereka melakukan ini untuk membuktikan kualitas potongan dan memvalidasi klaim kecepatan. Mengirimkan material Anda sendiri memastikan nip roller menangani lapisan web spesifik Anda tanpa tergelincir atau tergores. Anda harus melihat mesin bekerja dengan sukses sebelum menandatangani persetujuan akhir.
Mesin standar jarang menyelesaikan tantangan produksi khusus. Carilah vendor yang mampu menyediakan a solusi pemotongan gulungan ke lembaran khusus . Mereka harus menyesuaikan peralatan dengan ketebalan material yang tidak biasa. Beberapa film halus memerlukan bilah eliminasi statis tingkat lanjut. Industri lain mewajibkan standar kepatuhan kamar bersih tertentu. Tim teknik yang cakap akan memodifikasi motor penggerak, menukar lapisan roller, dan meningkatkan perangkat lunak PLC untuk memenuhi spesifikasi Anda.
Mesin yang tergeletak di lantai tidak ada gunanya jika rusak dan Anda kekurangan suku cadang. Evaluasi Perjanjian Tingkat Layanan (SLA) vendor. Perhatikan baik-baik bilah pengganti dan motor penggerak. Tanyakan tentang kemampuan pemecahan masalah PLC mereka. Bisakah mereka mendiagnosis kesalahan perangkat lunak dari jarak jauh? Waktu henti mesin secara langsung menghentikan seluruh produksi hilir. Anda harus memastikan vendor memiliki inventaris lokal yang kuat untuk suku cadang penting.
Pilihan peralatan konversi web Anda menentukan keseluruhan aliran produksi hilir. Mesin slitting memastikan operasi pengumpanan berkelanjutan tetap terisi penuh. Mesin terpal menjamin perakitan terpisah dan jalur pencetakan menerima media datar yang akurat. Alat berat hibrida menawarkan efisiensi sekali jalan yang luar biasa namun memerlukan pengawasan teknis yang lebih tinggi. Mengenali format keluaran utama Anda adalah langkah pertama yang pasti dalam pemilihan peralatan.
Kami menyarankan pembeli untuk mendokumentasikan spesifikasi material mereka secara menyeluruh. Catat lebar jaring, ketebalan material, kekuatan tarik, dan ukuran inti utama Anda. Tentukan toleransi keluaran yang Anda perlukan secara matematis. Selesaikan pengumpulan data ini sebelum meminta penawaran atau uji coba dari vendor terpilih. Spesifikasi yang jelas memastikan produsen mengusulkan mesin yang tepat untuk realitas operasional Anda.
J: Ya. Slitter-sheeter hibrida menggunakan bilah putar sejajar yang diikuti dengan potongan silang guillotine. Mereka mengurangi lebar dan panjang secara bersamaan. Namun, mereka menghadapi keterbatasan dalam hal ketebalan material. Bahan yang sangat tebal atau kaku dapat membuat slitter inline macet, sehingga memerlukan mesin khusus terpisah untuk aplikasi tugas berat.
J: Variasi panjang terutama berasal dari selip pada nip roller. Kontrol tegangan yang tidak tepat sebelum jaring memasuki zona pemotongan juga menyebabkan masalah. Selain itu, elastisitas material memainkan peran utama. Jika jaring meregang karena tegangan dan terpotong, maka jaring tersebut akan menyusut kembali, sehingga menghasilkan lembaran yang lebih pendek.
J: Mengelola statis memerlukan pemasangan bilah antistatis aktif di seluruh jalur web. Batangan ini mengionisasi udara, menetralkan muatan statis. Ini merupakan kebutuhan mutlak untuk film dan plastik. Tanpa eliminasi listrik statis, lembaran ringan akan menempel pada mesin atau saling menempel selama proses penumpukan.
