
Қарау саны: 0 Автор: Сайт редакторы Жариялау уақыты: 18.06.2026 Шығу орны: Сайт
Негізгі орамдарды қолдануға болатын өлшемдерге түрлендіру қазіргі заманғы өндірісте жиі маңызды кедергіге айналады. Өндіріс желілері тұрақты шығу жылдамдығын сақтау үшін материалдың нақты өлшемдеріне көп сүйенеді. Қате веб түрлендіру жабдығын таңдау, сөзсіз, шамадан тыс жиектерге, материал қалдықтарына және жұмыс процесінің кешігуіне әкеледі. Негізгі механикалық айырмашылық қарапайым. Кесу бойлық кесу арқылы тордың енін азайтады. Керісінше, парақ көлденең кесу арқылы тордың ұзындығын азайтады.
Бұл мақала сатып алу және өндіріс менеджерлеріне дәлелді негізді ұсынады. Сіз операциялық қажеттіліктерді бағалауды, іске асыру тәуекелдерін бағалауды және нақты өндірістік желі үшін дұрыс машинаны таңдауды үйренесіз. Біз өз түсініктерімізді белгіленген инженерлік принциптерге және нақты әлемдегі цехтық шындыққа негіздейміз.
Кесетін машина кең негізгі орамдарды неғұрлым тар орамдарға түрлендіреді, бұл үздіксіз берілетін төменгі ағын процестері үшін өте қолайлы.
Орамнан параққа кесетін машина негізгі орамдарды дискретті орау немесе басып шығару процестері үшін қажетті белгілі бір ұзындықтағы жалпақ, жинақталған тікбұрышты бөліктерге түрлендіреді.
Гибридті жабдық (орамнан параққа кесу машинасы) енін бір уақытта азайтуды және көлденең кесуді қажет ететін қондырғылар үшін бар.
Өндірушіні бағалау кернеуді бақылауды, пышақтың беріктігін және материалға тән сынақ мүмкіндіктерін бағалау үшін бастапқы жылдамдықтан тыс іздеуді қажет етеді.
Кесетін станоктар үздіксіз домалақтау принципі бойынша жұмыс істейді. Олар үлкен шебер орамды алып, оны бірнеше тар орамға бөледі. Механизм материалға байланысты әртүрлі пышақ конфигурацияларына қатты сүйенеді. Өндірушілер әдетте айналмалы қайшыны, ұстараны немесе ұсақтап кесетін пышақтарды пайдаланады. Бұл пышақтар торды бойлай кесіп тастайды, өйткені машина оны таратты. Кесілгеннен кейін жүйе материалды бірнеше кішірек өзектерге айналдырады.
Бастапқы шығыс пішімі әрқашан тар үздіксіз орам болып табылады. Бұл машиналар икемді материалдарды өңдеуде керемет. Олар пленка, таспа, тоқыма бұйымдары және икемді қаптамалар үшін ең жақсы. Мұндай материалдар әрдайым дерлік төмен қарай орамды өңдеуді қажет етеді. Мысалы, орау қондырғысы пластикалық пленканың кең орамын кеседі. Содан кейін олар тар орамдарды пішінді толтыру-пломбалау орау жабдығына береді.
Айналмалы қайшы: өзара әрекеттесетін екі дөңгелек жүзді пайдаланады. Қағаз және фольга үшін ең жақсы.
Ұстарамен кесу: тұрақты ұстара жүзін пайдаланады. Жұқа пленкалар мен пластмассалар үшін өте қолайлы.
Crush Cut: Доғал пышақты шыңдалған анвиллі цилиндрге қарсы басады. Мата емес және тоқыма бұйымдары үшін жақсы жұмыс істейді.
А Орамнан параққа кесетін машина мүлде басқаша жұмыс істейді. Ол көлденең кесулерге назар аударады. Механизм веб-материалды жоғары нақты ұзындыққа береді. Содан кейін ол ауыр гильотинді немесе айналмалы көлденең кесілген пышақты пайдаланады. Бұл пышақ торды бүкіл енінен кесіп тастайды.
Бастапқы шығыс пішімі жалпақ, жеке парақтардан тұрады. Жоғары деңгейлі жүйелер көбінесе бұл парақтарды автоматты түрде беру кестесіне жинайды. Бұл машиналар қатты немесе жартылай қатты материалдар үшін жақсы. Олар қағазды, картонды, фольганы және арнайы ламинаттарды оңай өңдейді. Бұл жалпақ парақтар штамптау, тегіс төсек басып шығару немесе қолмен құрастыру операцияларына арналған. Олар осы кейінгі процестерге қажетті нақты дискретті бірліктерді қамтамасыз етеді.
Веб түрлендіруді салыстыру кестесі |
||
Ерекшелік |
Кесу машинасы |
Қаптау машинасы |
|---|---|---|
Кесу бағыты |
Бойлық (ені) |
Көлденең (ұзындығы) |
Шығару пішімі |
Үздіксіз орамдар |
Дискретті жалпақ парақтар |
Пышақ механизмі |
Ұстара, қайшы, ұсақтау |
Гильотина, айналмалы кесу |
Типтік материалдар |
Фильмдер, таспалар, тоқыма |
Қағаз, тақта, ламинат |
Операторлар жұмыс жылдамдығы мен өлшемдік дәлдік арасындағы сәйкестікті үнемі бағалауы керек. Біз жылдамдықты минутына метрмен өлшейміз. Кесу машиналары өте жоғары жылдамдыққа оңай жетеді, өйткені тор үздіксіз қозғалады. Бойлық кесу кезінде материал ешқашан тоқтамайды.
Парақтандыру басқа динамика береді. Ол үшін дәл тоқтату және кесу механизмдері немесе синхрондалған айналмалы кесу қажет. Гильотиндік пышақ желіні бір сәтке кідіртуді талап етеді. Бұл тоқтау және жүру қозғалысы орташа өткізу қабілеттілігін төмендетеді. Заманауи синхрондалған айналмалы кескіштер бұл кідіртуді азайтады. Дегенмен, қатаң ұзындыққа төзімділікке жету үздіксіз жылдамдыққа үздіксіз кесуге қарағанда басқаша әсер етеді. Максималды өміршең өткізу қабілеттілігін есептеу алдында рұқсат етілген рұқсаттарды анықтау керек.
Жабдық туралы шешімді толығымен өндіріс желісіндегі келесі қадамға айналдыру керек. Жұмыс процесін мұқият қараңыз. Келесі машина үздіксіз веб-беруді қажет етсе, кесу міндетті болып қалады. Мысалы, жапсырма аппликаторы бөлек парақтарды қабылдай алмайды. Ол үздіксіз орамды қажет етеді.
Керісінше, егер келесі қадам дискретті бірліктерді қажет етсе, парақ абсолютті талапқа айналады. Планшетті кескіш пресс немесе парақпен берілетін офсеттік принтер орамды өңдей алмайды. Сіз оларға жалпақ парақтарды беруіңіз керек. Төменгі ағынды дұрыс біріктіру кедергілерді және қажетсіз делдалдық қадамдарды өңдеуден сақтайды.
Қолайлы орнату қалдықтарын және жиектерді кесуді анықтау өте маңызды. Екі процесс қалдықтарды басқаша өңдейді. Кесу әрқашан дерлік жиектерді алуды қажет етеді. Шебер орамның сыртқы жиектері жиі тегіс емес немесе зақымдалған. Құрылғы бұл жиектерді кесіп тастап, үздіксіз қалдықтар таспаларын жасайды. Операторлар бұл қалдықтарды вакуумды алу жүйелері арқылы басқаруы керек.
Парақ қалдық көрсеткіштерді ұзындықты калибрлеуге бағыттайды. Нашар калибрленген машиналар жүгірудің бірінші және соңғы кесінділерінде сынықтар жасайды. Дәл қысқыш роликті калибрлеуді қамтамасыз ету арқылы сіз бұл қалдықтарды болдырмайсыз. Тұрақты техникалық қызмет көрсету материалдың сырғып кетуіне жол бермейді, осылайша ұзындық рұқсаттарын қатаң сақтайды және қабылданбаған парақтарды азайтады.
Қалдықтардың бастапқы рұқсат етілген пайызын анықтаңыз.
Желілерді кесу үшін әрлеуді алу үрлегіштерін орнатыңыз.
Қаптау желілері үшін беру шығыршықтарын күн сайын калибрлаңыз.
Бірінші іске қосудан бас тарту мөлшерлемесін құжаттаңыз.
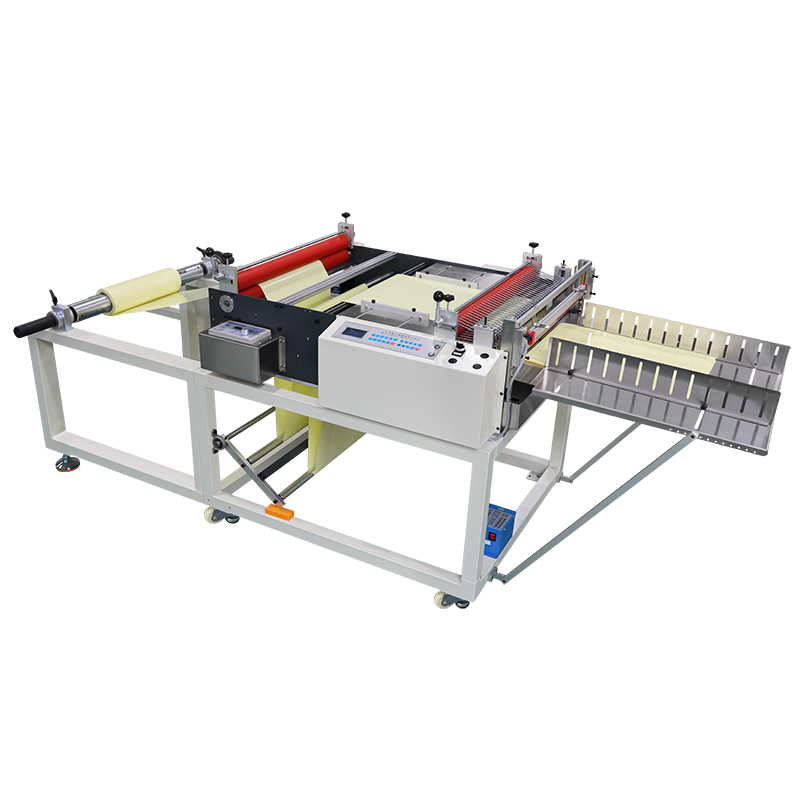
Кейде өндіріс бір мезгілде ені мен ұзындығын азайтуды талап етеді. Бұл гибридті машинаны қажет етеді. Біз қалай анықтай аламыз а Roll To Sheet Slitting Machine осы функцияларды біріктіреді. Онда терминалды көлденең кесілген гильотиннің алдында орналасқан кірістірілген айналмалы кескіштер бар. Материал босайды, енін бөлу үшін кескіш қалақтардан өтеді, содан кейін көлденең кесетін бөлікке беріледі.
Бұл гибридті тәсіл нақты жоғары көлемді қолданбалар үшін өте тиімді. Бұл кең басты орамды бір өтуде бірнеше шағын, жалпақ парақтарға түрлендіру үшін өте қолайлы. Ені 60 дюймдік арнайы қағазды өңдейтін қондырғыны қарастырайық. Олар желіні төрт 15 дюймдік жолаққа бөлу үшін кірістірілген кескіштерді орната алады. Содан кейін гильотина бұл жолақтарды әр 20 дюйм сайын кесіп тастайды. Құрылғы пышақтың әрбір соғуымен бір уақытта төрт 15 дюймдік 20 дюймдік парақты шығарады. Бұл орамды екі рет өңдеуден айтарлықтай асып түседі.
Гибридті жүйені қолдану белгілі артықшылықтар мен кемшіліктерді ұсынады. Ол еден кеңістігін айтарлықтай біріктіреді. Сіз екі бөлек әрекетті бір физикалық ізге біріктіресіз. Ол сондай-ақ операторды өңдеуді азайтып, жұмыс күшіне сұранысты төмендетеді. Жұмысшыларға кесілген орамдарды бөлек параққа жылжытудың қажеті жоқ.
Дегенмен, бұл машинаның күрделілігін арттырады. Ақаулықтарды жою жоғары білікті техниктерді қажет етеді. Құралдарды ауыстыру уақыты арнайы бір функциялы станоктармен салыстырғанда артады. Операторлар кескіш пышақтарды да, гильотин механизмін де дәл туралауы керек. Сіз бұл ұзартылған тоқтау уақытын еңбек үнемдеуімен салыстыруыңыз керек.
Кернеуді бақылау соңғы өнім сапасын белгілейді. Біз кескіштердегі материалды телескоптың сыни қаупін талқылауымыз керек. Телескопия кері айналдыру білігі бойынша кернеу өзгеріп, орам жиектерінің сыртқа қарай тарылуына себеп болған кезде орын алады. Ол төменгі ағынға арналған орамды бұзады.
Парақ кескіштерде нашар кернеу ұзындықтың сәйкессіздігін тудырады. Тор беру шығыршықтарына соғылу алдында аздап созылса, соңғы парақ кесілгеннен кейін кішірейеді. Жүктеме жасушалары мен пневматикалық тежегіштерді пайдаланатын автоматтандырылған кернеуді басқару жүйелері міндетті болып табылады. Егер бұл жүйелер жеткіліксіз немесе нашар калибрленген болса, қалдықтардың жылдамдығы күрт артады. Кернеу икемділігін басқару веб түрлендірудегі ең қиын инженерлік міндет болып табылады.
Пышаққа техникалық қызмет көрсету өндіріс кестелеріне тікелей әсер етеді. Екі жүйе арасындағы операциялық шындықты салыстырыңыз. Бірнеше кескіш пышақты өзгерту дәлдікпен туралауды қажет етеді. Әдеттегі кескіште жиырма жұп кескіш пышақ болуы мүмкін. Операторлар әрбір жұп үшін алшақтық пен шамадан тыс жылдамдықты орнатуы керек. Бұл процесс көп уақыт пен шыдамдылықты қажет етеді.
Ауыр жүкті көлденең гильотиндік пышақты ұстау басқаша. Машинада әдетте бір ғана үлкен пышақ болады. Дегенмен, оны ауыстыру ауыр жүк көтергіш жабдықты қажет етеді. Пышақты арнайы алаңнан тыс тегістеуіштермен үнемі қайрау керек. Күңгірт гильотин жиектерді жыртып, шамадан тыс қағаз шаңын тудырады. Күтпеген тоқтауларды болдырмау үшін техникалық қызмет көрсетудің екі тәртібі де қатаң кестелерді қажет етеді.
Жеткізу алдында қажетті физикалық кеңістікті шешу керек. Кесетін орауыштар салыстырмалы түрде ықшам. Олар ізін локализациялауды сақтай отырып, тығыз оралған орамдарға сүйенеді. Сіз қысқа сызықтық қашықтықта айналдырасыз және қайта айналдырасыз.
Қағазға айналдыру операциялары әлдеқайда көп орынды қажет етеді. Тегіс парақтар кең көлемді конвейерлерді қажет етеді. Жоғары жылдамдықты жүйелер автоматтандырылған жинақтау үстелдері мен қайшы көтергіштерді қажет етеді. Стек өскен сайын үстел төмендейді. Бұл шығаруды автоматтандыру орамнан орамға орауыштарға қарағанда едәуір үлкен сызықтық ізді талап етеді. Нысан менеджерлері қабатталған парақтардың үлкен паллеттерін алып тастау үшін жүк көтергішке кіру мүмкіндігін көрсетуі керек.
Тәуекелді бағалау және азайту диаграммасы |
||
Іске асыру тәуекелі |
Бастапқы салдар |
Ұсынылатын әсерді азайту стратегиясы |
|---|---|---|
Кернеуді нашар бақылау |
Ролл телескопиясы / Ұзындықтың ауытқуы |
Жабық контурлы жүктеме ұяшығының кернеу реттегіштерін орнатыңыз. |
Күңгірт кескіш пышақтар |
Жыртылған жиектер / Шамадан тыс шаң |
Жоспарланған жүзді қайрау циклдерін орындаңыз. |
Кеңістікті дұрыс жоспарлау |
Outfeed кезіндегі жұмыс процесінің кедергілері |
Паллеттерді іздеу аймақтарын қоса, сызықтық ізді картаға түсіріңіз. |
Жабдықты ешқашан сатушы басқаратын тұжырымдаманы растаусыз сатып алмаңыз. Сіз әрқашан зауыттық қабылдау сынағын (FAT) талап етуіңіз керек. Сенімді орамадан параққа кесу машинасының өндірушісі сіздің арнайы басты орамдарды іске қосады. Олар мұны кесу сапасын және жылдамдық талаптарын растау үшін жасайды. Өз материалыңызды жіберу қысқыш роликтердің сіздің арнайы веб жабындарыңызды сырғып немесе сызатпай өңдеуін қамтамасыз етеді. Соңғы мақұлдауларға қол қоймас бұрын құрылғының сәтті орындалғанын көруіңіз керек.
Стандартты машиналар мамандандырылған өндірістік мәселелерді сирек шешеді. қамтамасыз ете алатын жеткізушілерді іздеңіз арнайы орамнан парақ кесу шешімі . Олар жабдықты әдеттен тыс материал қалыңдығына бейімдеу керек. Кейбір нәзік үлдірлер статикалық токты кетірудің жетілдірілген жолақтарын қажет етеді. Басқа салалар таза бөлмеге сәйкестіктің арнайы стандарттарын талап етеді. Білікті инженерлік топ жетек қозғалтқыштарын өзгертеді, роликті жабындарды ауыстырады және нақты сипаттамаларға сәйкес PLC бағдарламалық құралын жаңартады.
Едендегі машина сынса және бөлшектері жетіспесе, жарамсыз. Жеткізушінің қызмет көрсету деңгейі келісімін (SLA) бағалаңыз. Ауыстырылатын пышақтарға және жетек қозғалтқыштарына мұқият назар аударыңыз. Олардың PLC ақауларын жою мүмкіндіктері туралы сұраңыз. Олар бағдарламалық құралдың ақауларын қашықтан диагностикалай ала ма? Машинаның тоқтап қалуы барлық төменгі өндірісті тікелей тоқтатады. Жеткізушінің маңызды қосалқы бөлшектердің сенімді жергілікті түгендеуін қамтамасыз ету керек.
Веб түрлендіру жабдығын таңдауыңыз төменгі өндірістің бүкіл ағынын белгілейді. Кесу машиналары үздіксіз беру операцияларының толық жинақталған күйінде сақталуын қамтамасыз етеді. Қаптау машиналары дискретті құрастыру және басып шығару желілері дәл, тегіс субстраттарды алуға кепілдік береді. Гибридті машиналар үлкен бір реттік тиімділікті ұсынады, бірақ жоғары техникалық қадағалауды талап етеді. Негізгі шығыс пішімін тану - жабдықты таңдаудағы алғашқы қадам.
Сатып алушыларға олардың нақты материал ерекшеліктерін мұқият құжаттандыруға кеңес береміз. Веб енін, материалдың қалыңдығын, созылу күшін және негізгі өзек өлшемін жазып алыңыз. Қажетті шығыс рұқсаттарын математикалық түрде анықтаңыз. Қысқа тізімге енгізілген жеткізушілерден баға ұсыныстарын немесе сынақ нұсқасын сұрамас бұрын осы деректерді жинауды аяқтаңыз. Түсінікті спецификациялар өндірушілердің сіздің операциялық шындықтарыңыз үшін дұрыс техниканы ұсынуына кепілдік береді.
A: Иә. Гибридті кескіш тақталар гильотинді көлденең кесілген кірістірілген айналмалы қалақтарды біріктіреді. Олар бір уақытта ені мен ұзындығын азайтады. Дегенмен, олар материалдың қалыңдығына қатысты шектеулерге тап болады. Өте қалың немесе қатты материалдар кірістірілген кескіштерді кептеліп, ауыр жүкті қолданбалар үшін бөлек арнайы машиналарды қажет етеді.
A: Ұзындықтың өзгеруі, ең алдымен, қысқыш роликтердегі сырғып кетуден туындайды. Тор кесу аймағына кірмес бұрын кернеуді дұрыс бақылау да ақауларды тудырады. Сонымен қатар, материалдың икемділігі маңызды рөл атқарады. Егер тор керілу кезінде созылса және кесілсе, ол кейінірек қысқарады, нәтижесінде парақ қысқа болады.
Ж: Статикалықты басқару веб-жолда белсенді антистатикалық жолақтарды орнатуды талап етеді. Бұл жолақтар ауаны иондандырады, статикалық зарядты бейтараптайды. Бұл пленкалар мен пластмассалар үшін абсолютті қажеттілік. Статикалық жоюсыз жеңіл парақтар жинақтау процесінде техникаға жабысып қалады немесе бір-біріне жабысып қалады.
