
Megtekintések: 0 Szerző: Site Editor Közzététel ideje: 2026-06-18 Eredet: Telek
A mesterhengerek használható méretekre átalakítása gyakran kritikus szűk keresztmetszetté válik a modern gyártásban. A gyártósorok nagymértékben támaszkodnak a precíz anyagméretezésre az egyenletes teljesítmény fenntartása érdekében. A nem megfelelő hálókonverziós berendezés kiválasztása elkerülhetetlenül túlzott éllevágáshoz, anyagpazarláshoz és munkafolyamat-késésekhez vezet. Az alapvonal mechanikai megkülönböztetése egyértelmű. A hasítás csökkenti a szalag szélességét a hosszirányú vágások révén. Ezzel szemben a fóliázás csökkenti a szalag hosszát a keresztirányú vágások révén.
Ez a cikk bizonyítékokon alapuló keretrendszert biztosít a beszerzési és termelési vezetők számára. Megtanulja értékelni az üzemeltetési igényeket, felmérni a megvalósítási kockázatokat, és kiválasztani a megfelelő gépet az adott gyártósorhoz. Meglátásainkat a kialakult mérnöki elvekre és a valós üzlethelyiségekre alapozzuk.
A hasítógép a széles főtekercseket keskenyebb tekercsekké alakítja, ideális a folyamatos adagolású downstream folyamatokhoz.
A tekercsből lapra vágógép a mestertekercseket meghatározott hosszúságú, lapos, egymásra rakott téglalap alakú darabokká alakítja, amelyek külön csomagoláshoz vagy nyomtatási folyamatokhoz szükségesek.
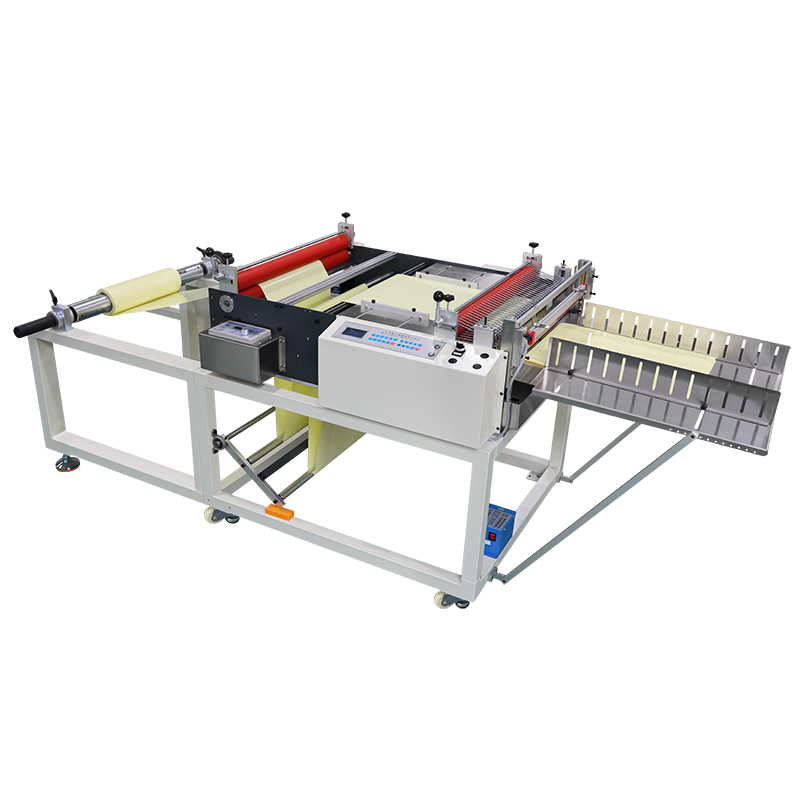
Hibrid berendezés (Roll To Sheet Slitting Machine) létezik azokhoz a létesítményekhez, amelyek egyidejű szélességcsökkentést és keresztvágást igényelnek.
A gyártó értékeléséhez az alapsebességen túl kell tekinteni a feszültségszabályozás, a penge tartósságának és az anyagspecifikus tesztelési képességek értékeléséhez.
A hasítógépek folyamatos roll-to-roll elven működnek. Fognak egy nagy mestertekercset, és több keskenyebb tekercsre osztják. A mechanizmus az anyagtól függően nagymértékben függ a különböző pengekonfigurációktól. A gyártók általában forgó nyírót, borotvát vagy zúzott pengét használnak. Ezek a pengék hosszirányban felszelelik a szalagot, miközben a gép letekercseli. A vágás után a rendszer visszatekercseli az anyagot több kisebb magra.
Az elsődleges kimeneti formátum mindig keskeny, folyamatos tekercs. Ezek a gépek kiválóak a rugalmas anyagok megmunkálásában. Fóliához, szalaghoz, textíliához és rugalmas csomagoláshoz a legjobbak. Az ilyen anyagok szinte mindig további tekercses feldolgozást igényelnek az áramlás irányában. Például egy csomagolóüzem egy széles főtekercs műanyag fóliát hasít fel. Ezután ezeket a keskeny tekercseket betáplálják az űrlap-kitöltés-lezáró csomagolóberendezésbe.
Forgóolló: Két egymással kölcsönhatásban lévő körkést használ. Papírhoz és fóliához a legjobb.
Borotvavágás: Helyhez kötött borotvapengét használ. Ideális vékony filmekhez és műanyagokhoz.
Crush Cut: Egy tompa pengét az edzett üllőhengerhez nyom. Jól használható nem szőtt anyagokhoz és textíliákhoz.
A A Roll To Sheet vágógép teljesen másképp működik. A keresztirányú vágásokra összpontosít. A mechanizmus a szövedékanyagot egy nagyon specifikus hosszúságra adagolja. Ezután egy nagy teherbírású guillotine-t vagy egy forgó keresztvágó kést használ. Ez a penge teljes szélességében elvágja a szalagot.
Az elsődleges kimeneti formátum lapos, különálló lapokból áll. A csúcskategóriás rendszerek gyakran automatikusan egymásra rakják ezeket a lapokat egy kihúzó asztalra. Ezek a gépek a legjobbak merev vagy félmerev anyagokhoz. Könnyen kezelik a papírt, kartont, fóliát és speciális laminátumokat. Ezeket a lapos lapokat bélyegzésre, síkágyas nyomtatásra vagy kézi összeszerelési műveletekre szánják. Pontos diszkrét egységeket biztosítanak ezekhez a további folyamatokhoz.
Webes konverziós összehasonlító táblázat |
||
Funkció |
Hasítógép |
Lapozó gép |
|---|---|---|
Vágási irány |
Hosszanti (szélesség) |
Keresztirányú (hosszúság) |
Kimeneti formátum |
Folyamatos tekercsek |
Diszkrét lapos lapok |
Penge mechanizmus |
Borotva, nyírás, zúzás |
Guillotine, Rotary Cross-Cut |
Tipikus anyagok |
Filmek, szalagok, textíliák |
Papír, karton, laminátum |
Az üzemeltetőknek folyamatosan értékelniük kell a működési sebesség és a méretpontosság közötti kompromisszumot. A sebességet méter per percben mérjük. A hasítógépek könnyen elérik a nagyon nagy sebességet, mivel a szalag folyamatosan mozog. Az anyag soha nem áll meg hosszanti vágás közben.
A lapozás más dinamikát vezet be. Pontos leállító és vágó mechanizmusokat vagy szinkronizált forgó vágást igényel. A guillotine pengéhez a hálónak egy pillanatra meg kell állnia. Ez a stop-and-go mozgás eredendően csökkenti az átlagos átviteli sebességet. A modern szinkronizált forgóvágók minimálisra csökkentik ezt a szünetet. A szűk hossztűrés elérése azonban továbbra is másképpen befolyásolja a folyamatos sebességet, mint a folyamatos hasítás. Meg kell határoznia az elfogadható tűréseket a maximális életképes átvitel kiszámítása előtt.
A felszereléssel kapcsolatos döntését teljes mértékben a gyártósor következő lépése körül kell kialakítania. Nézze meg alaposan a munkafolyamatát. Ha a következő gép folyamatos szalagadagolást igényel, a hasítás kötelező marad. Egy címkefelhordó például nem képes külön lapokat fogadni. Folyamatos tekercset igényel.
Ezzel szemben, ha a következő lépésben különálló egységekre van szükség, a lapozás abszolút követelmény lesz. Egy síkágyas stancológép vagy egy íves ofszetnyomtató nem tudja feldolgozni a tekercset. Lapos lapokat kell adnia nekik. A megfelelő downstream integráció megakadályozza a szűk keresztmetszetek kezelését és a szükségtelen közbenső lépéseket.
Létfontosságú az elfogadható beállítási hulladék és az élszegély meghatározása. Mindkét eljárás eltérően kezeli a hulladékot. A hasításhoz szinte mindig élszegély kihúzása szükséges. A főtekercs külső szélei gyakran egyenetlenek vagy sérültek. A gép ezeket a széleket levágja, és folyamatos hulladékszalagokat hoz létre. Az üzemeltetőknek ezt a hulladékot vákuum-elszívó rendszerekkel kell kezelniük.
A Sheeting a hulladékmérőszámokat a hosszkalibrációra összpontosítja. A rosszul kalibrált gépek törmeléket hoznak létre a futás első és utolsó vágásakor. Ezt a pazarlást elkerülheti, ha precíz vágógörgő-kalibrációt biztosít. A rendszeres karbantartás megakadályozza az anyag elcsúszását, ezáltal szorosan tartja a hossztűréseket, és minimálisra csökkenti a selejt lapok számát.
Határozza meg a kiindulási elfogadható hulladékszázalékot.
Szereljen be trim-elszívó fúvókat a vezetékek vágásához.
Naponta kalibrálja az adagolóhengereket a lapozósorokhoz.
Dokumentálja az első menetes elutasítási arányokat.
Néha a gyártás egyszerre igényel szélesség- és hosszcsökkentést. Ehhez hibrid gép kell. Meg tudjuk határozni, hogyan a A Roll To Sheet vágógép egyesíti ezeket a funkciókat. Beépített forgó vágószerszámokat tartalmaz, amelyek közvetlenül a keresztirányú guillotine terminális előtt vannak elhelyezve. Az anyag letekercselődik, áthalad a hasítókéseken a szélességosztáshoz, majd betáplál a keresztmetszetbe.
Ez a hibrid megközelítés rendkívül hatékony bizonyos nagy volumenű alkalmazásoknál. Ideális arra, hogy egy széles mestertekercset több kis, lapos lappá alakítson egyetlen menetben. Fontolja meg a 60 hüvelykes széles speciális papírszalagot feldolgozó létesítményt. Beállíthatják a beépített hasítókat, hogy a hálót négy 15 hüvelykes csíkra osztják. A guillotine ezután 20 hüvelykenként keresztbe vágja ezeket a csíkokat. A gép egyidejűleg négy 15 hüvelykes 20 hüvelykes lapot ad ki a penge minden ütésével. Ez jelentősen felülmúlja a tekercs feldolgozását kétszer.
A hibrid rendszer bevezetése határozott előnyökkel és hátrányokkal jár. Jelentősen megszilárdítja az alapterületet. Két különálló műveletet egyesít egy fizikai lábnyomba. Csökkenti a kezelő kezelését is, csökkentve a munkaerőigényt. A dolgozóknak nem kell a hasított tekercseket külön lapozóba helyezniük.
Ez azonban növeli a gép bonyolultságát. A hibaelhárítás magasan képzett technikusokat igényel. A szerszámváltási idő is megnő a dedikált egyfunkciós gépekhez képest. A kezelőknek mind a hasítókéseket, mind a guillotine mechanizmust pontosan be kell állítaniuk. Ezt a meghosszabbított állásidőt mérlegelnie kell a munkaerő-megtakarítással.
A feszültségszabályozás határozza meg a végtermék minőségét. Meg kell beszélnünk az anyag teleszkópozásának kritikus kockázatát a slitterekben. A teleszkóposodás akkor következik be, amikor a feszültség a visszacsévélő tengelyen változik, és a tekercs élei kifelé csúszkálnak. Ez tönkreteszi a tekercset az utánadagoláshoz.
Lapvágóknál a gyenge feszítés hossz-ellentmondást okoz. Ha a szövedék kissé megnyúlik, mielőtt az adagológörgőkhöz ütközne, a végső lap a vágás után összezsugorodik. Kötelezőek az erőmérő cellákat és pneumatikus fékeket használó automatikus feszültségszabályozó rendszerek. Ha ezek a rendszerek nem megfelelőek vagy rosszul kalibráltak, a selejtezési arány az egekbe fog szökni. A feszítőrugalmasság kezelése a legnehezebb mérnöki kihívás a webkonverzióban.
A penge karbantartása közvetlenül befolyásolja a gyártás ütemezését. Hasonlítsa össze a két rendszer működési valóságát. Több vágókés cseréje precíziós igazítást igényel. Egy tipikus vágógép húsz pár nyírópengét tartalmazhat. A kezelőknek minden párnál be kell állítaniuk a rést és a sebességtúllépést. Ez a folyamat jelentős időt és türelmet igényel.
A nagy teherbírású keresztirányú guillotine penge karbantartása más. A gépnek általában csak egy nagy pengéje van. A cseréje azonban nehéz emelőberendezést igényel. A pengét rendszeresen meg kell élezni speciális, nem helyszíni köszörűkkel. A fénytelen guillotine rongyos éleket okoz, és túlzott papírport hoz létre. Mindkét karbantartási rutin szigorú ütemezést igényel a váratlan leállások elkerülése érdekében.
A szállítás előtt meg kell határoznia a szükséges fizikai helyet. A hasító-visszatekercselők viszonylag kompaktak. Szorosan feltekert tekercsekre támaszkodnak, így a lábnyom helyben marad. Kis lineáris távolságban letekersz és visszatekersz.
A tekercsből lapra való műveletek sokkal több helyet igényelnek. A lapos lapok kiterjedt kimenő szállítószalagot igényelnek. A nagy sebességű rendszerekhez automatizált rakodóasztalokra és ollós emelőkre van szükség. Ahogy a verem növekszik, az asztal csökken. Ez a kihúzási automatizálás lényegesen nagyobb lineáris lábnyomot igényel, mint a tekercsről tekercsre csévélők. A létesítményvezetőknek fel kell térképezniük a targonca hozzáférését a nagy raklapok, egymásra rakott lapok eltávolításához.
Kockázatértékelési és -csökkentési táblázat |
||
Megvalósítási kockázat |
Elsődleges következmény |
Ajánlott mérséklési stratégia |
|---|---|---|
Rossz feszültségszabályozás |
Roll teleszkóp / hossz eltérés |
Szerelje be a zárt hurkú erőmérő cellák feszültségszabályozóit. |
Tompa vágópengék |
Rongyos élek / Túlzott por |
Végezzen ütemezett pengeélezési ciklusokat. |
Nem megfelelő tértervezés |
Munkafolyamat szűk keresztmetszetek az Outfeednél |
Lineáris lábnyom feltérképezése, beleértve a raklaplevételi zónákat. |
Soha ne vásároljon berendezést az eladó által vezetett koncepció igazolása nélkül. Mindig meg kell követelnie a gyári átvételi tesztet (FAT). Egy megbízható A tekercsről lapra vágógép gyártója az Ön speciális mesterhengereit fogja futtatni. Ezt azért teszik, hogy igazolják a vágás minőségét és érvényesítsék a sebességre vonatkozó állításokat. A saját anyag beküldése biztosítja, hogy a vágógörgők csúszás vagy karcolás nélkül kezeljék az adott szalagbevonatot. A végleges jóváhagyások aláírása előtt látnia kell a gép sikeres működését.
A szabványos gépek ritkán oldanak meg speciális gyártási kihívásokat. Keressen olyan szállítókat, akik képesek a egyedi tekercsből lapra vágási megoldás . A berendezést a szokatlan anyagvastagságokhoz kell igazítaniuk. Egyes kényes filmekhez fejlett statikus eltávolító rudak szükségesek. Más iparágak meghatározott tisztatér-megfelelőségi szabványokat írnak elő. Egy hozzáértő mérnökcsapat módosítja a hajtómotorokat, cseréli a görgőbevonatokat, és frissíti a PLC-szoftvert, hogy megfeleljen az Ön pontos specifikációinak.
A padlón lévő gép hiábavaló, ha elromlik és hiányoznak alkatrészei. Értékelje a szállító szolgáltatási szintű szerződését (SLA). Ügyeljen a cserepengékre és a hajtómotorokra. Kérdezze meg a PLC hibaelhárítási képességeit. Diagnosztizálhatják távolról a szoftverhibákat? A gép leállása közvetlenül leállítja az összes downstream termelést. Gondoskodnia kell arról, hogy a szállító erős helyi készletet tartson fenn a kritikus alkatrészekről.
Az Ön által választott webkonverziós berendezés meghatározza a termelés teljes folyamatát. A hasítógépek biztosítják, hogy a folyamatos adagolási műveletek teljes készlettel rendelkezzenek. Az ívezőgépek garantálják a diszkrét összeszerelést, a nyomósorok pedig pontos, lapos hordozót kapnak. A hibrid gépek óriási egymenetes hatékonyságot kínálnak, de nagyobb műszaki felügyeletet igényelnek. Az elsődleges kimeneti formátum felismerése a berendezés kiválasztásának első lépése.
Javasoljuk a vásárlóknak, hogy alaposan dokumentálják a pontos anyagspecifikációkat. Jegyezze fel a szalagszélességet, az anyagvastagságot, a szakítószilárdságot és a fő magméretet. Határozza meg matematikailag a szükséges kimeneti tűréseket. Fejezze be ezt az adatgyűjtést, mielőtt árajánlatot vagy próbaverziót kérne a kiválasztott szállítóktól. A világos specifikációk biztosítják, hogy a gyártók az Ön működési valóságának megfelelő gépeket ajánlják.
V: Igen. A hibrid vágólapok soros forgó pengéket tartalmaznak, amelyeket guillotine keresztmetszet követ. Egyszerre csökkentik a szélességet és a hosszúságot. Az anyagvastagság tekintetében azonban korlátokkal szembesülnek. Az extrém vastag vagy merev anyagok beszoríthatják a soros szeletelőket, így külön külön gépekre van szükség a nagy igénybevételű alkalmazásokhoz.
V: A hosszváltozás elsősorban a szorítógörgők megcsúszásából ered. A nem megfelelő feszítésszabályozás, mielőtt a szalag a vágási zónába kerülne, szintén problémákat okoz. Emellett az anyag rugalmassága is fontos szerepet játszik. Ha a szövedék feszítés hatására megnyúlik és elvágják, utána visszazsugorodik, ami rövidebb lapot eredményez.
V: A statikus kezeléshez aktív antisztatikus sávok telepítése szükséges a webes útvonalon. Ezek a rudak ionizálják a levegőt, semlegesítve a statikus töltést. Ez feltétlenül szükséges fóliák és műanyagok esetében. A statikus eltávolítás nélkül a könnyű lapok hozzátapadnak a géphez, vagy összeragadnak a halmozási folyamat során.
