A conversão de rolos master em dimensões utilizáveis muitas vezes se torna um gargalo crítico na fabricação moderna. As linhas de produção dependem fortemente do dimensionamento preciso do material para manter taxas de produção estáveis. Selecionar o equipamento de conversão de web errado inevitavelmente leva a cortes excessivos nas bordas, desperdício de material e atrasos no fluxo de trabalho. A distinção mecânica básica é direta. O corte longitudinal reduz a largura da banda através de cortes longitudinais. Por outro lado, a cobertura reduz o comprimento da teia através de cortes transversais.
Este artigo fornece aos gerentes de compras e produção uma estrutura baseada em evidências. Você aprenderá a avaliar as necessidades operacionais, avaliar os riscos de implementação e escolher a máquina correta para sua linha de produção específica. Baseamos nossos insights em princípios de engenharia estabelecidos e na realidade do chão de fábrica.
Principais conclusões
Uma máquina de corte converte rolos master largos em rolos mais estreitos, ideais para processos posteriores de alimentação contínua.
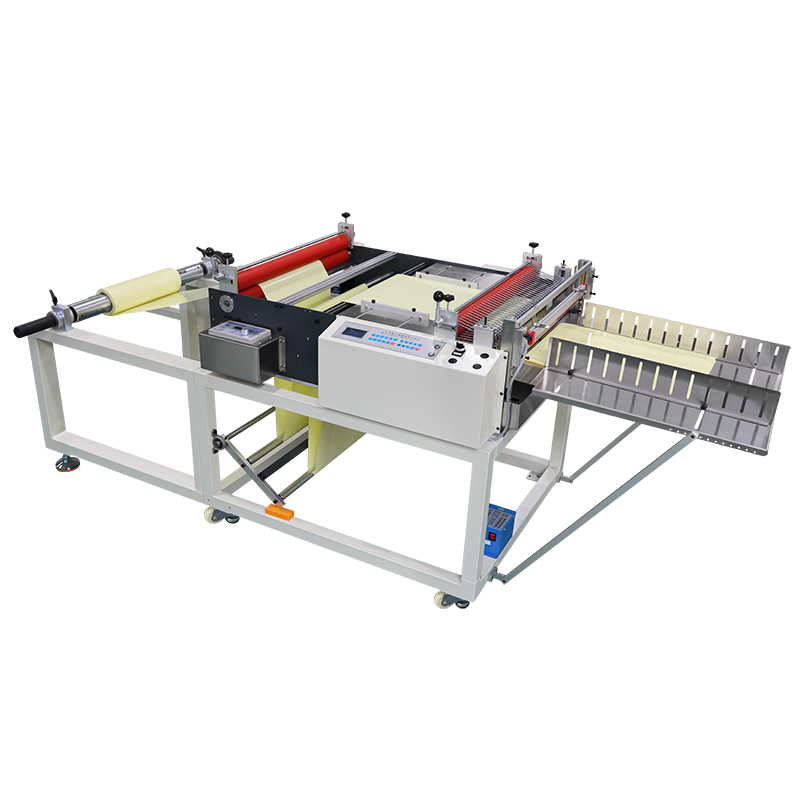
Uma máquina de corte de rolo para folha converte rolos master em peças retangulares planas e empilhadas de comprimentos específicos, necessárias para embalagens discretas ou processos de impressão.
Equipamentos híbridos (Roll To Sheet Slitting Machine) existem para instalações que exigem redução simultânea de largura e corte transversal.
Avaliar um fabricante exige olhar além da velocidade inicial para avaliar o controle de tensão, a durabilidade da lâmina e as capacidades de teste específicas do material.
Principais diferenças mecânicas e formatos de saída
Máquinas de corte longitudinal (rolo a rolo)
As máquinas de corte longitudinal operam com base no princípio rolo a rolo contínuo. Eles pegam um rolo mestre grande e o dividem em vários rolos mais estreitos. O mecanismo depende muito de diferentes configurações de lâmina dependendo do material. Os fabricantes normalmente utilizam lâminas de cisalhamento rotativo, navalha ou corte por esmagamento. Estas lâminas cortam a teia longitudinalmente à medida que a máquina a desenrola. Depois de cortado, o sistema rebobina o material em vários núcleos menores.
O formato de saída principal é sempre um rolo estreito e contínuo. Essas máquinas são excelentes no processamento de materiais flexíveis. Eles são melhores para filmes, fitas, têxteis e embalagens flexíveis. Esses materiais quase sempre requerem processamento adicional por rolo a jusante. Por exemplo, uma instalação de embalagem cortará um grande rolo mestre de filme plástico. Eles então alimentam esses rolos estreitos em equipamentos de embalagem de forma, preenchimento e vedação.
Tesoura Rotativa: Usa duas lâminas circulares interativas. Melhor para papel e folhas.
Corte de navalha: usa uma lâmina de barbear estacionária. Ideal para filmes finos e plásticos.
Corte por esmagamento: pressiona uma lâmina cega contra um cilindro de bigorna endurecido. Funciona bem para não-tecidos e têxteis.
Máquina de corte de rolo para folha
UM A máquina de corte de rolo para folha funciona de maneira totalmente diferente. Centra-se em cortes transversais. O mecanismo alimenta o material da teia em um comprimento altamente específico. Em seguida, utiliza uma guilhotina resistente ou uma faca rotativa de corte transversal. Esta lâmina corta a teia em toda a sua largura.
O formato de saída principal consiste em folhas planas e individuais. Os sistemas de alta tecnologia geralmente empilham essas folhas automaticamente em uma mesa de saída. Essas máquinas são melhores para materiais rígidos ou semirrígidos. Eles manuseiam facilmente papel, papelão, papel alumínio e laminados especializados. Essas folhas planas são destinadas a operações de estampagem, impressão plana ou montagem manual. Eles fornecem as unidades discretas exatas necessárias para esses processos subsequentes.
Tabela de comparação de conversões da Web
Recurso
Máquina de corte
Máquina de cobertura
Direção de corte
Longitudinal (largura)
Transversal (Comprimento)
Formato de saída
Rolos Contínuos
Folhas planas discretas
Mecanismo de Lâmina
Navalha, cisalhamento, esmagamento
Guilhotina, corte transversal rotativo
Materiais Típicos
Filmes, fitas, têxteis
Papel, Cartão, Laminados
Avaliando seus critérios de sucesso de produção
Taxa de transferência vs. tolerância
Os operadores devem avaliar constantemente a relação entre velocidade operacional e precisão dimensional. Medimos a velocidade em metros por minuto. As máquinas de corte atingem facilmente velocidades muito altas porque a banda se move continuamente. O material nunca para durante um corte longitudinal.
A cobertura introduz uma dinâmica diferente. Requer mecanismos precisos de parada e corte ou corte rotativo sincronizado. Uma lâmina de guilhotina exige que a teia faça uma pausa momentânea. Esse movimento de parar e arrancar reduz inerentemente o rendimento médio. Os modernos cortadores rotativos sincronizados minimizam esta pausa. No entanto, alcançar uma tolerância de comprimento rigorosa ainda impacta a velocidade contínua de forma diferente do corte contínuo. Você deve definir tolerâncias aceitáveis antes de calcular o rendimento máximo viável.
Integração a jusante
Você deve enquadrar sua decisão sobre o equipamento inteiramente em torno da próxima etapa da linha de produção. Observe atentamente o seu fluxo de trabalho. Se a próxima máquina exigir uma alimentação contínua da banda, o corte continua obrigatório. Um aplicador de etiquetas, por exemplo, não pode aceitar folhas separadas. Precisa de um rolo contínuo.
Por outro lado, se a próxima etapa exigir unidades discretas, a cobertura se tornará um requisito absoluto. Uma impressora plana de corte e vinco ou uma impressora offset plana não podem processar um rolo. Você deve fornecer-lhes folhas planas. A integração downstream adequada evita gargalos e etapas intermediárias desnecessárias.
Métricas de desperdício de materiais
Definir desperdício de configuração e corte de borda aceitáveis é vital. Ambos os processos tratam os resíduos de forma diferente. O corte quase sempre requer extração de aparas de borda. As bordas externas de um rolo master geralmente ficam irregulares ou danificadas. A máquina corta essas bordas, gerando fitas contínuas de resíduos. Os operadores devem gerir estes resíduos através de sistemas de extração a vácuo.
A cobertura concentra as métricas de desperdício na calibração do comprimento. Máquinas mal calibradas criam refugos no primeiro e no último corte de uma tiragem. Você evita esse desperdício garantindo a calibração precisa do rolo de pressão. A manutenção regular evita o deslizamento do material, mantendo assim as tolerâncias de comprimento rigorosas e minimizando as folhas rejeitadas.
Identifique as porcentagens de resíduos aceitáveis na linha de base.
Instale sopradores de extração de aparas para linhas de corte.
Calibre os rolos de alimentação diariamente para linhas de cobertura.
Documente as taxas de rejeição na primeira execução.
A abordagem híbrida: máquina de corte de rolo para folha
Definindo o Híbrido
Às vezes, a produção exige redução simultânea de largura e comprimento. Isso requer uma máquina híbrida. Podemos definir como um A máquina de corte rolo para folha combina essas funções. Abriga cortadores rotativos em linha posicionados logo antes de uma guilhotina terminal de corte transversal. O material desenrola-se, passa pelas lâminas de corte para divisão de largura e depois alimenta a secção de corte transversal.
Caso de uso
Essa abordagem híbrida é altamente eficaz para aplicações específicas de alto volume. É ideal para converter um rolo master largo em múltiplas folhas pequenas e planas em uma única passagem. Considere uma instalação processando uma faixa de papel especial de 60 polegadas de largura. Eles podem configurar os cortadores em linha para dividir a teia em quatro tiras de 15 polegadas. A guilhotina então corta essas tiras a cada 50 centímetros. A máquina produz quatro folhas de 15 por 20 polegadas simultaneamente a cada golpe da lâmina. Isso supera enormemente o processamento do rolo duas vezes.
Análise Custo-Benefício
A implantação de um sistema híbrido apresenta vantagens e desvantagens distintas. Consolida significativamente o espaço físico. Você combina duas operações separadas em um espaço físico. Também reduz o manuseio do operador, diminuindo as demandas de mão de obra. Os trabalhadores não precisam mover os rolos cortados para uma laminadora separada.
No entanto, aumenta a complexidade da máquina. A solução de problemas requer técnicos altamente qualificados. O tempo de troca de ferramentas também aumenta em comparação com máquinas dedicadas de função única. Os operadores devem alinhar com precisão as facas de corte e o mecanismo de guilhotina. Você deve pesar esse tempo de inatividade prolongado em relação à economia de mão de obra.
Riscos de implementação e considerações de configuração
Controle de tensão da web
O controle de tensão determina a qualidade do produto final. Devemos discutir o risco crítico do material telescópico nas cortadoras. A telescopia ocorre quando a tensão varia ao longo do eixo de rebobinamento, fazendo com que as bordas do rolo se curvem para fora. Isso estraga o rolo para alimentação a jusante.
Nos cortadores de chapa, a baixa tensão causa inconsistência no comprimento. Se a teia esticar um pouco antes de atingir os rolos de alimentação, a folha final encolherá após o corte. Sistemas automatizados de controle de tensão utilizando células de carga e freios pneumáticos são obrigatórios. Se esses sistemas forem inadequados ou mal calibrados, as taxas de refugo dispararão. Gerenciar a elasticidade da tensão é o desafio de engenharia mais difícil na conversão da web.
Desgaste da lâmina e tempo de inatividade para manutenção
A manutenção das lâminas afeta diretamente os cronogramas de produção. Compare as realidades operacionais entre os dois sistemas. A troca de múltiplas facas de corte requer alinhamento preciso. Uma cortadora típica pode ter vinte pares de lâminas de cisalhamento. Os operadores devem definir o intervalo e a sobrevelocidade para cada par. Este processo leva tempo e paciência consideráveis.
Manter uma lâmina de guilhotina transversal resistente é diferente. A máquina geralmente possui apenas uma lâmina grande. No entanto, substituí-lo requer equipamento de levantamento pesado. A lâmina deve ser afiada regularmente por esmerilhadores externos especializados. Uma guilhotina cega causa bordas irregulares e cria excesso de poeira de papel. Ambas as rotinas de manutenção exigem cronogramas rigorosos para evitar paradas inesperadas.
Pegada e automação
Você deve abordar o espaço físico necessário antes da entrega. As rebobinadeiras de corte são relativamente compactas. Eles contam com rolos bem enrolados, mantendo a pegada localizada. Você desenrola e rola novamente em uma curta distância linear.
As operações de rolo para folha exigem muito mais espaço. Folhas planas requerem extensos transportadores de saída. Os sistemas de alta velocidade precisam de mesas de empilhamento automatizadas e elevadores tipo tesoura. À medida que a pilha cresce, a mesa diminui. Essa automação de saída exige uma área linear significativamente maior do que as rebobinadeiras rolo a rolo. Os gerentes das instalações devem mapear o acesso das empilhadeiras para remover grandes paletes de folhas empilhadas.
Gráfico de Avaliação e Mitigação de Riscos
Risco de implementação
Consequência Primária
Estratégia de Mitigação Recomendada
Fraco controle de tensão
Telescopia de rolo/variação de comprimento
Instale controladores de tensão de células de carga de circuito fechado.
Lâminas de corte cegas
Bordas irregulares/poeira excessiva
Implemente ciclos programados de afiação de lâmina.
Planejamento de Espaço Inadequado
Gargalos no fluxo de trabalho no Outfeed
Mapeie a pegada linear, incluindo zonas de recuperação de paletes.
Selecionando um fabricante de máquina de corte de rolo para folha
Teste de materiais
Nunca compre equipamentos sem uma prova de conceito do fornecedor. Você deve sempre exigir um Teste de Aceitação de Fábrica (FAT). Um confiável O fabricante da máquina de corte de rolo para folha executará seus rolos mestre específicos. Eles fazem isso para comprovar a qualidade do corte e validar as reivindicações de velocidade. Enviar seu próprio material garante que os rolos de aperto manuseiem seus revestimentos de teia específicos sem escorregar ou arranhar. Você deve ver o desempenho da máquina com êxito antes de assinar as aprovações finais.
Adaptabilidade de Engenharia
As máquinas padrão raramente resolvem desafios de produção especializados. Procure fornecedores capazes de fornecer um solução personalizada de corte de rolo em folha . Eles devem adaptar o equipamento para espessuras de materiais incomuns. Alguns filmes delicados requerem barras avançadas de eliminação de estática. Outras indústrias exigem padrões específicos de conformidade para salas limpas. Uma equipe de engenharia capacitada modificará os motores de acionamento, trocará os revestimentos dos rolos e atualizará o software do PLC para atender às suas especificações exatas.
Suporte pós-venda e disponibilidade de peças
Uma máquina no chão é inútil se quebrar e faltar peças. Avalie o Acordo de Nível de Serviço (SLA) do fornecedor. Preste muita atenção às lâminas de reposição e aos motores de acionamento. Pergunte sobre seus recursos de solução de problemas de PLC. Eles podem diagnosticar falhas de software remotamente? O tempo de inatividade da máquina interrompe diretamente toda a produção posterior. Você deve garantir que o fornecedor mantenha um estoque local robusto de peças sobressalentes críticas.
Conclusão
Matriz do Veredicto Final
Sua escolha de equipamento de conversão de banda determina todo o fluxo de produção posterior. As máquinas de corte garantem que as operações de alimentação contínua permaneçam totalmente abastecidas. As máquinas de produção de folhas garantem uma montagem discreta e as linhas de impressão recebem substratos planos e precisos. As máquinas híbridas oferecem uma tremenda eficiência de passagem única, mas exigem maior supervisão técnica. Reconhecer o seu formato de saída principal é o primeiro passo definitivo na seleção do equipamento.
Próximas etapas
Aconselhamos os compradores a documentar minuciosamente as especificações exatas do material. Registre a largura da banda, a espessura do material, a resistência à tração e o tamanho do núcleo mestre. Determine matematicamente as tolerâncias de saída necessárias. Conclua essa coleta de dados antes de solicitar cotações ou testes de fornecedores selecionados. Especificações claras garantem que os fabricantes proponham o maquinário certo para suas realidades operacionais.
Perguntas frequentes
P: Uma máquina pode executar corte e cobertura?
R: Sim. As cortadoras híbridas incorporam lâminas rotativas em linha seguidas por um corte transversal de guilhotina. Eles reduzem a largura e o comprimento simultaneamente. No entanto, eles enfrentam limitações em relação à espessura do material. Materiais extremamente espessos ou rígidos podem obstruir os cortadores em linha, tornando necessárias máquinas dedicadas separadas para aplicações pesadas.
P: O que causa a variação de comprimento no corte rolo-folha?
R: A variação de comprimento decorre principalmente do deslizamento nos rolos de aperto. O controle inadequado da tensão antes da banda entrar na zona de corte também causa problemas. Além disso, a elasticidade do material desempenha um papel importante. Se a teia se esticar sob tensão e for cortada, ela encolherá novamente, resultando em uma folha mais curta.
P: Como faço para gerenciar a eletricidade estática durante o processo de cobertura?
R: O gerenciamento da estática requer a instalação de barras antiestáticas ativas no caminho da web. Estas barras ionizam o ar, neutralizando a carga estática. Esta é uma necessidade absoluta para filmes e plásticos. Sem a eliminação da estática, as folhas leves irão aderir ao maquinário ou grudar durante o processo de empilhamento.