
Vizualizări: 0 Autor: Editor site Ora publicării: 2026-06-01 Origine: Site
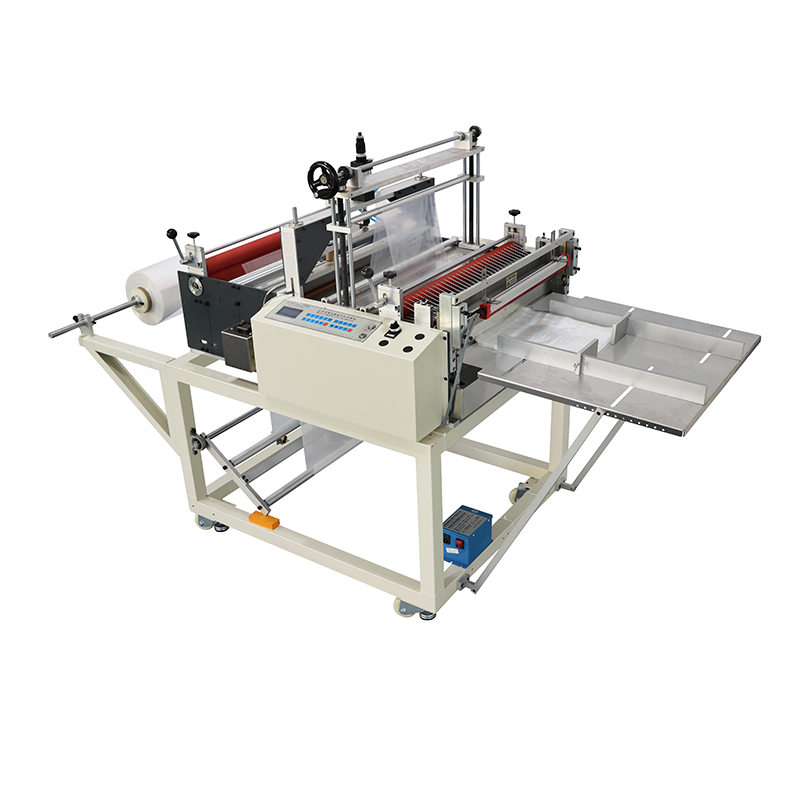
Pentru producătorii de ambalaje, alegerea tehnologiei de tăiere și etanșare dictează direct viteza de producție, compatibilitatea materialului și calitatea marginilor. Aveți nevoie de sisteme robuste pentru a evita blocajele costisitoare ale producției. O Mașina de fabricare a pungilor de tăiat la rece cu etanșare la cald servește ca o soluție industrială standard pentru producția de saci de polimeri de mare volum. Reduce diferența dintre precizia etanșării termice și viteza de tăiere mecanică. Cumpărătorii trebuie să evalueze specificațiile echipamentelor dincolo de definițiile de bază. Încadrăm acest articol ca un ghid de evaluare tehnică al cumpărătorului. Veți descoperi parametri operaționali critici și specificații tehnice. Detaliem, de asemenea, criteriile esențiale de selectare a furnizorilor. Veți afla cum aceste mecanisme măresc randamentul și mențin integritatea structurală. Acest ghid vă ajută să navigați cu succes în complexitatea achizițiilor și provocările de implementare.
Eficiența procesului: etanșarea la cald asigură închideri etanșe pe partea inferioară/laterală, în timp ce tăierea mecanică la rece previne fuziunea marginilor și deformarea materialului.
Potrivirea materialului: optim pentru HDPE, LDPE și anumite folii PP, unde tăierea termică cauzează lipire excesivă sau finisare slabă a marginilor.
Drivere ROI: unitățile moderne integrează automatizarea servo-acționată și perforarea în linie pentru a reduce forța de muncă și a crește randamentul saci-pe-minut (BPM).
Accentul privind achizițiile: Evaluarea unei mașini necesită alinierea grosimii filmului țintă, a lățimii maxime și a vitezei de producție cu puterea și stabilitatea structurală a mașinii.
Secvența de fabricație se bazează pe un proces cu dublă acțiune extrem de sincronizat. Mai întâi, o bară încălzită de cupru sau alamă coboară pe straturile de polimer. Această acțiune termică topește plasticul momentan pentru a forma o etanșare sigură și etanșă. Barele de alamă rețin căldura în mod constant, în timp ce barele de cupru oferă transfer termic rapid. Imediat după sigilare, filmul se indexează înainte. O ghilotină mecanică sau o lamă rotativă rece taie apoi punga chiar dincolo de linia de etanșare. Această separare are loc fără căldură suplimentară.
Înțelegerea sinergiei dintre etanșarea la cald și tăierea la rece clarifică valoarea sa industrială. Un tradițional Mașina de fabricare a sacilor care utilizează numai separarea termică se luptă adesea cu fuziunea marginilor. Tăierea la cald topește marginile de deschidere ale pungii împreună. Operatorii sau utilizatorii finali găsesc apoi punga greu de deschis. Tăierea la rece elimină complet această problemă. Lama mecanică asigură o margine curată, nelipicioasă. Garantează că deschiderea pungii rămâne separată și funcțională.
Compatibilitatea materialelor definește limitele operaționale ale acestei tehnologii. Trebuie să potriviți substratul cu capacitățile mașinii pentru a menține fluxul de producție.
Polietilenă de înaltă densitate (HDPE): compatibilitate excelentă. Materialul gestionează impulsurile termice rapide și foarfece curat sub lamele reci.
Polietilenă cu densitate joasă (LDPE): Foarte potrivită. Materialul mai moale necesită un control precis al tensiunii, dar etanșează frumos, fără deformare.
Filme biodegradabile: compatibile, dar delicate. Acestea necesită controale termice extrem de sensibile pentru a preveni topirea prematură.
Limitări: Foliile laminate groase sau foliile grele de barieră nu se potrivesc acestei configurații. Ei solicită în schimb sudare sonică specializată sau sertizare termică grea.
Definirea criteriilor de succes necesită încadrarea exactă a problemelor de producție cu care vă confruntați. Facilitățile care se confruntă cu rate mari de deșeuri din cauza topirii marginilor beneficiază cel mai mult de această configurație. Dacă actualele mașini de tăiat la cald produc pungi care se lipesc împreună în stive, trecerea la un mecanism de tăiere la rece rezolvă blocajul. Producătorii care au nevoie de rulări continue de mare viteză, fără perioade de răcire termică, vor vedea, de asemenea, câștiguri imediate ale randamentului.
Trebuie să evaluați nevoile structurale atunci când comparați aplicațiile de etanșare inferioară și etanșare laterală. Diferitele cerințe de ambalare dictează modul în care sigiliul gestionează încărcarea și estetica.
Tip aplicație |
Focalizare structurală |
Cazuri comune de utilizare |
|---|---|---|
Garnitura de jos |
Capacitate portantă maximă. Sigiliul suportă întreaga greutate a conținutului. |
Căptușeli industriale rezistente, saci de gunoi, saci agricole. |
Sigiliu lateral |
Prezentare estetică și pliere de jos fără sudură. Prioritizează calitatea afișajului. |
Ambalaje ușoare de vânzare cu amănuntul, genți de îmbrăcăminte, expedieri de curierat. |
Analiza compromisului dintre randament și calitate relevă un alt avantaj de afaceri. Tăierea la rece permite alimentarea rapidă și continuă a materialului. Nu așteptați ca separarea termică să se încheie înainte de a avansa pe web. Acest lucru crește semnificativ debitul general. În același timp, menține integritatea strictă a marginilor. Obțineți valori de producție de mare viteză fără a sacrifica calitatea de deschidere a produsului final.
Echipamentele moderne folosesc inginerie avansată pentru a maximiza timpul de funcționare și a minimiza risipa. Înțelegerea acestor caracteristici vă ajută să justificați cheltuielile de capital. Subliniem trei progrese tehnologice de bază care modelează standardele actuale de producție.
Automatizare servomotoare: comenzile servo au înlocuit în mare măsură ambreiajele mecanice vechi. Un servomotor asigură o poziționare exactă și o indexare precisă. Împinge filmul înainte cu o precizie milimetrică. Această consistență reduce risipa de material la viteze mari. Evitați variațiile treptate ale lungimii comune la sistemele mai vechi cu ambreiaj.
Funcții integrate în linie: eliminarea proceselor secundare offline vă îmbunătățește drastic rentabilitatea investiției. Multe unități moderne au perforare automată în linie. Puteți produce pungi pentru tricouri sau puteți tăia mânere D direct în cadrul ciclului primar al mașinii. Această consolidare reduce costurile cu forța de muncă și eliberează spațiu pe podea.
Urmărirea celulelor foto: Urmărirea precisă a mărcilor imprimate este absolut necesară pentru pungile cu marcă personalizată. Senzorul fotocelulei detectează semne grafice de înregistrare pe rola de film. Reglează secvența de etanșare și tăiere în timp real. Acest lucru asigură că tăierea fizică se aliniază perfect cu grafica imprimată, prevenind alinierea vizuală necorespunzătoare și degradarea mărcii.
Cea mai bună practică: calibrați întotdeauna sensibilitatea celulei foto atunci când comutați între filmele foarte reflectorizante și finisajele mate. Nerespectarea acestui lucru cauzează erori de urmărire și pierderi materiale imediate.
Evaluarea specificațiilor furnizorului necesită să privim dincolo de maximele teoretice. Producătorii declară adesea condiții ideale, dar variabilele din lumea reală modifică performanța. Trebuie să definiți viteze de bază realiste. Viteza de producție, măsurată în saci pe minut (BPM), depinde în mare măsură de grosimea filmului, lungimea sacului și compoziția materialului.
Graficul așteptărilor privind viteza de producție |
||
Grosimea filmului (microni) |
Tip material |
Viteză realistă (BPM) |
|---|---|---|
10 - 20 μm |
HDPE |
250 - 300+ |
25 - 50 μm |
LDPE |
150 - 220 |
50 - 80 μm |
PE amestecat / Bio-filme |
100 - 150 |
Potrivirea cerințelor dumneavoastră SKU cu toleranțele structurale ale mașinii este esențială. Evaluați capacitatea maximă a lățimii web. O mașină construită pentru o bandă de 600 mm va eșua dacă încercați să rulați role de 800 mm. În plus, verificați capacitatea de grosime în microni (μm). Împingerea filmelor groase printr-o mașină cu putere redusă pentru gabarit greu efortează rolele de antrenare și lama de tăiere.
Sistemele de control termic reprezintă o altă dimensiune critică. Termostatele standard fluctuează prea mult pentru o etanșare de precizie. Aveți nevoie de regulatoare de temperatură proporțional-integrale-derivate (PID). Controlerele PID monitorizează și reglează micro-fluctuațiile de căldură în mod constant. Ele mențin rezistența constantă a etanșării fără a arde filmul, chiar și în timpul rulărilor continue de mare viteză.
Deținerea de mașini de ambalare industrială implică uzură previzibilă și întreținerea necesară. Trebuie să stabiliți așteptări transparente în ceea ce privește consumabilele și piesele de uzură. Banda de teflon acoperă elementul de încălzire pentru a preveni lipirea plasticului de bara metalică. Această bandă se degradează sub frecare și căldură constantă. Probabil că veți înlocui benzile de teflon săptămânal în timpul operațiunilor 24/7. Elementele de încălzire se degradează în decurs de câteva luni și necesită înlocuire periodică pentru a evita punctele reci de-a lungul garniturii.
Calibrarea lamei prezintă un risc operațional semnificativ. O ghilotină mecanică sau o lamă rotativă rece trebuie să rămână ascuțită și perfect aliniată. Calibrarea slabă a lamei are ca rezultat margini zimțate, tăieturi incomplete și pungi îmbinați. Trebuie să programați ascuțirea de rutină. Funcționarea cu o lamă tocită obligă motorul să lucreze mai mult, accelerând uzura întregului ansamblu de tăiere.
Formarea operatorilor atenuează majoritatea riscurilor de implementare din prima zi. Există o curbă abruptă de învățare la ajustarea comenzilor de tensiune și a setărilor de temperatură. Comutarea între diferite amestecuri de rășini sau grosimi de film necesită recalibrare. Dacă un operator setează tensiunea benzii prea mare, pelicula se întinde și creează etanșări încrețite. Instruirea amănunțită vă asigură că echipa dvs. poate rezolva probleme minore înainte ca acestea să devină evenimente lungi de nefuncționare.
Greșeală comună: Operatorii cresc frecvent temperatura de etanșare pentru a compensa o bară de etanșare murdară. Această practică degradează mai repede teflonul și arde polimerul. Curățați întotdeauna bara înainte de a regla setările termice.
Abordarea producătorilor de echipamente necesită o pregătire organizată. Nu vă puteți baza pe solicitări generice dacă vă așteptați la recomandări exacte pentru utilaje. Trebuie să vă pregătiți cu meticulozitate datele de producție. Detaliați valorile exacte pe care le solicită instalația dvs. Furnizați furnizorului tipurile dvs. de pelicule principale, inclusiv amestecuri specifice de rășini. Enumerați dimensiunile maxime și minime absolute ale sacului pe care intenționați să le rulați. În cele din urmă, indicați producția zilnică țintă pentru a vă asigura că capacitatea motorului recomandată se potrivește cu nevoile dvs. de debit.
Evaluarea încrederii producătorului vă protejează investiția de capital. Atenție la anumite semnale roșii în timpul procesului de verificare. Originile vagi ale componentelor semnalează reducerea costurilor. Asigurați-vă că vânzătorul specifică mărcile de servo-uri, PLC-uri și cilindri pneumatici pe care le folosesc. Lipsa protocoalelor de testare a acceptării fabricii (FAT) este un alt semn de avertizare major. Producătorii de încredere testează întotdeauna aparatul cu mostrele reale de film înainte de expediere. Termenii neclari de garanție pentru componente vitale, cum ar fi motoarele și controlerele, ar trebui să descalifice imediat un furnizor.
Următorul tău pas implică structurarea unei anchete oficiale. Când pregătiți o cerere pentru a Cotație personalizată pentru mașina de tăiat sac , solicită detalii complete. Asigurați-vă că propunerea include logistica de expediere, asistență la instalare și termeni concreti pentru serviciul post-vânzare. Clarificați timpii de răspuns pentru livrarea pieselor de schimb pentru a vă proteja viitorul de funcționare al producției.
O configurație de ambalare de înaltă calitate echilibrează închiderea termică sigură cu separarea mecanică curată. Această abordare hibridă elimină fuziunea marginilor, garantând în același timp o izolare etanșă pentru diferite tipuri de polimeri. Implementarea utilajelor corecte îmbunătățește în mod direct debitul zilnic al instalației dumneavoastră și reduce costurile de deșeuri.
Îi sfătuim pe cumpărători să acorde prioritate stabilității structurale și integrării componentelor premium față de prețul de bază. Servo-urile, controlerele PID și mecanismele lame robuste dictează fiabilitatea pe termen lung cu mult mai mult decât economiile inițiale de capital. Suportul verificabil al furnizorilor și protocoalele de testare riguroase vă asigură investiția.
Evaluați-vă blocajele actuale de producție astăzi. Analizați problemele legate de tensiunea rețelei, defecțiunile de etanșare și limitările de viteză. Compilați parametrii SKU exacti și contactați un furnizor calificat pentru a crea o soluție care să corespundă cerințelor dumneavoastră industriale precise.
R: Mașinile de tăiat la cald folosesc o lamă încălzită pentru a sigila și tăia simultan filmul. Acest lucru face adesea ca marginile de deschidere să se topească ușor, făcând sacul dificil de deschis. Mașinile de tăiat la rece separă procesele. Folosesc o bară încălzită pentru a sigila fundul și o lamă mecanică, neîncălzită, pentru a tăia plasticul, asigurând o margine curată, ușor de deschis.
R: Garniturile slabe sau marginile arse de obicei provin din setările incorecte ale temperaturii PID. Banda de teflon uzată sau degradată peste bara de încălzire cauzează, de asemenea, distribuția neuniformă a căldurii și lipirea polimerului. În plus, rularea unui indicator de film inconsecvent face ca aceeași setare termică să ardă pete subțiri și să sigileze subțire pete groase.
R: Da, este posibilă prelucrarea filmelor biodegradabile. Cu toate acestea, aceste materiale posedă ferestre de procesare termică mult mai înguste decât PE standard. Se topesc rapid. Aveți nevoie de controale PID de temperatură foarte precise și bare de etanșare potențial modificate pentru a preveni arderea sau lipirea bioplasticelor în timpul ciclului.
R: Întreținerea lamei depinde în mare măsură de orele de funcționare și de grosimea materialului. În mediile continue de mare viteză care rulează standard LDPE/HDPE, lamele necesită de obicei ascuțire la fiecare trei până la șase luni. Procesarea filmelor mai groase sau a materialelor plastice puternic pigmentate accelerează uzura. Inspecția regulată asigură tăieturi curate și previne solicitarea excesivă a motorului de tăiere.
