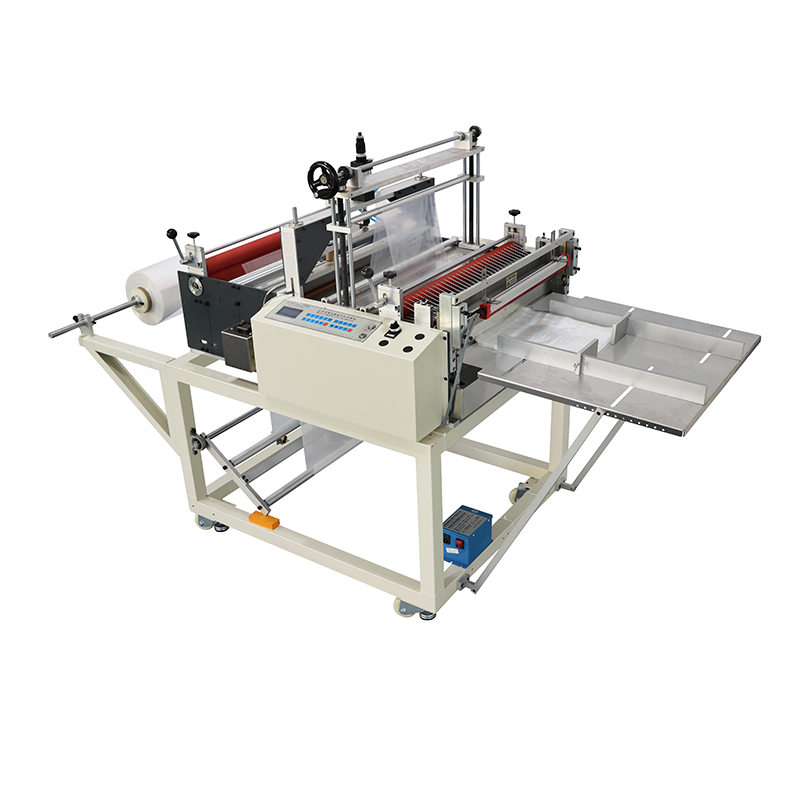
Para los fabricantes de envases, la elección de la tecnología de corte y sellado dicta directamente la velocidad de producción, la compatibilidad del material y la calidad de los bordes. Necesita sistemas robustos para evitar costosos cuellos de botella en la producción. A La máquina para fabricar bolsas cortadas en frío con sellado en caliente sirve como una solución industrial estándar para la producción de bolsas de polímero de gran volumen. Cierra la brecha entre la precisión del sellado térmico y la velocidad de corte mecánico. Los compradores deben evaluar las especificaciones del equipo más allá de las definiciones básicas. Enmarcamos este artículo como una guía de evaluación técnica para el comprador. Descubrirá métricas operativas y especificaciones técnicas críticas. También detallamos los criterios esenciales de selección de proveedores. Aprenderá cómo estos mecanismos aumentan el rendimiento y mantienen la integridad estructural. Esta guía le ayuda a afrontar con éxito las complejidades de las adquisiciones y los desafíos de implementación.
Conclusiones clave
Eficiencia del proceso: El sellado en caliente garantiza cierres inferiores/laterales herméticos, mientras que el corte mecánico en frío evita la fusión de los bordes y la deformación del material.
Coincidencia de materiales: Óptimo para HDPE, LDPE y ciertas películas de PP donde el corte térmico provoca una adherencia excesiva o un acabado deficiente de los bordes.
Controladores de retorno de la inversión: las unidades modernas integran automatización servoaccionada y punzonado en línea para reducir la mano de obra y aumentar el rendimiento de bolsas por minuto (BPM).
Enfoque de adquisiciones: La evaluación de una máquina requiere alinear el espesor de película objetivo, el ancho máximo y la velocidad de producción con la potencia y la estabilidad estructural de la máquina.
1. Mecánica básica: cómo funcionan el sellado en caliente y el corte en frío
La secuencia de fabricación se basa en un proceso de doble acción altamente sincronizado. Primero, una barra de cobre o latón calentada desciende sobre las capas de polímero. Esta acción térmica derrite el plástico momentáneamente para formar un sello hermético y seguro. Las barras de latón retienen el calor de manera constante, mientras que las barras de cobre ofrecen una rápida transferencia térmica. Inmediatamente después del sellado, la película avanza hacia adelante. Luego, una guillotina mecánica o una cuchilla fría giratoria corta la bolsa justo después de la línea de sellado. Esta separación se produce sin calor adicional.
Comprender la sinergia entre el sellado en caliente y el corte en frío aclara su valor industrial. Un tradicional La máquina para fabricar bolsas que utiliza únicamente separación térmica a menudo tiene problemas con la fusión de bordes. El corte en caliente derrite los bordes de apertura de la bolsa. Entonces, a los operadores o usuarios finales les resulta difícil abrir la bolsa. El corte en frío elimina este problema por completo. La cuchilla mecánica garantiza un borde limpio y no pegajoso. Garantiza que la apertura de la bolsa permanezca separada y funcional.
La compatibilidad del material define los límites operativos de esta tecnología. Debe hacer coincidir el sustrato con las capacidades de la máquina para mantener el flujo de producción.
Polietileno de Alta Densidad (HDPE): Excelente compatibilidad. El material soporta rápidos impulsos térmicos y se corta limpiamente bajo cuchillas frías.
Polietileno de Baja Densidad (LDPE): Muy adecuado. El material más blando requiere un control preciso de la tensión pero sella maravillosamente sin deformarse.
Films biodegradables: compatibles pero delicados. Estos requieren controles térmicos altamente sensibles para evitar la fusión prematura.
Limitaciones: Los laminados de aluminio grueso o las películas de barrera pesadas no son adecuados para esta configuración. En su lugar, exigen soldadura sónica especializada o engarzado térmico intenso.
2. Evaluación del ajuste empresarial: cuándo elegir esta configuración
Definir criterios de éxito requiere enmarcar los problemas de producción exactos que enfrenta. Las instalaciones que experimentan altas tasas de desechos debido a la fusión de bordes son las que más se benefician de esta configuración. Si sus máquinas de corte en caliente actuales producen bolsas que se apilan entre sí, la transición a un mecanismo de corte en frío resuelve el cuello de botella. Los fabricantes que necesitan procesos continuos de alta velocidad sin períodos de enfriamiento térmico también verán ganancias inmediatas en el rendimiento.
Debe evaluar las necesidades estructurales al comparar las aplicaciones de sello inferior y sello lateral. Las diferentes demandas de embalaje dictan cómo el sello maneja la carga y la estética.
Tipo de aplicación
Enfoque estructural
Casos de uso comunes
Sello inferior
Capacidad máxima de carga. El sello soporta todo el peso del contenido.
Revestimientos industriales de alta resistencia, bolsas de basura, sacos agrícolas.
Sello lateral
Presentación estética y plegado inferior sin costuras. Prioriza la calidad de visualización.
Embalajes ligeros para venta minorista, bolsas para ropa y sobres de mensajería.
El análisis del equilibrio entre rendimiento y calidad revela otra ventaja empresarial. El corte en frío permite una alimentación de material rápida y continua. No espere a que se complete la separación térmica antes de hacer avanzar la web. Esto aumenta significativamente el rendimiento general. Al mismo tiempo, mantiene una estricta integridad de los bordes. Se logran métricas de producción de alta velocidad sin sacrificar la calidad de apertura del producto final.
3. Características clave para los resultados de producción
Los equipos modernos aprovechan la ingeniería avanzada para maximizar el tiempo de actividad y minimizar el desperdicio. Comprender estas características le ayudará a justificar el gasto de capital. Destacamos tres avances tecnológicos centrales que dan forma a los estándares de producción actuales.
Automatización de servomotores: los servocontroles han reemplazado en gran medida a los embragues mecánicos heredados. Un servomotor proporciona un posicionamiento exacto y una indexación precisa. Empuja la película hacia adelante con precisión milimétrica. Esta consistencia reduce el desperdicio de material a altas velocidades. Evita las variaciones graduales de longitud comunes en los sistemas más antiguos impulsados por embrague.
Funciones en línea integradas: la eliminación de procesos secundarios fuera de línea mejora drásticamente el retorno de la inversión. Muchas unidades modernas cuentan con punzonado automático en línea. Puede producir bolsas tipo camiseta o cortar asas en D directamente dentro del ciclo primario de la máquina. Esta consolidación reduce los costos laborales y libera espacio.
Seguimiento de fotocélulas: el seguimiento preciso de las marcas impresas es absolutamente necesario para las bolsas con marcas personalizadas. El sensor de fotocélula detecta marcas de registro gráfico en el rollo de película. Ajusta la secuencia de sellado y corte en tiempo real. Esto garantiza que el corte físico se alinee perfectamente con los gráficos impresos, evitando la desalineación visual y la degradación de la marca.
Mejores prácticas: Calibre siempre la sensibilidad de la fotocélula cuando cambie entre películas altamente reflectantes y acabados mate. No hacerlo provoca errores de seguimiento y desperdicio de material inmediato.
4. Dimensiones técnicas para la preselección
La evaluación de las especificaciones de los proveedores requiere mirar más allá de los máximos teóricos. Los fabricantes suelen indicar condiciones ideales, pero las variables del mundo real alteran el rendimiento. Debe definir velocidades de referencia realistas. La velocidad de producción, medida en bolsas por minuto (BPM), depende en gran medida del espesor de la película, la longitud de la bolsa y la composición del material.
Cuadro de expectativas de velocidad de producción
Espesor de la película (micras)
Tipo de material
Velocidad realista (BPM)
10 - 20 µm
PEAD
250 - 300+
25 - 50 micras
PEBD
150 - 220
50 - 80 micras
PE mezclado/biopelículas
100 - 150
Es fundamental hacer coincidir los requisitos de su SKU con las tolerancias estructurales de la máquina. Evalúe la capacidad máxima del ancho de banda. Una máquina construida para una banda de 600 mm fallará si intenta ejecutar rollos de 800 mm. Además, verifique la capacidad de espesor en micras (μm). Empujar películas gruesas a través de una máquina con poca potencia para calibres pesados ejerce presión sobre los rodillos impulsores y la cuchilla de corte.
Los sistemas de control térmico representan otra dimensión crítica. Los termostatos estándar fluctúan demasiado para lograr un sellado preciso. Necesita controladores de temperatura proporcionales-integrales-derivativos (PID). Los controladores PID monitorean y ajustan constantemente las microfluctuaciones de calor. Mantienen una fuerza de sellado constante sin quemar la película, incluso durante ejecuciones continuas a alta velocidad.
5. Realidades de la implementación y riesgos de mantenimiento
Poseer maquinaria de embalaje industrial implica un desgaste predecible y un mantenimiento necesario. Debes establecer expectativas transparentes en cuanto a consumibles y piezas de desgaste. Cinta de teflón cubre el elemento calefactor para evitar que el plástico se pegue a la barra de metal. Esta cinta se degrada bajo fricción y calor constantes. Es probable que reemplace las cintas de teflón semanalmente durante las operaciones 24 horas al día, 7 días a la semana. Los propios elementos calefactores se degradan durante varios meses y requieren reemplazo periódico para evitar puntos fríos a lo largo del sello.
La calibración de la hoja presenta un riesgo operativo significativo. Una guillotina mecánica o una cuchilla giratoria en frío deben permanecer afiladas y perfectamente alineadas. Una mala calibración de la hoja produce bordes irregulares, cortes incompletos y bolsas unidas. Debe programar un afilado de rutina. Operar con una hoja desafilada obliga al motor a trabajar más, acelerando el desgaste de todo el conjunto de corte.
La capacitación de los operadores mitiga la mayoría de los riesgos de implementación del primer día. Existe una curva de aprendizaje pronunciada al ajustar los controles de tensión y la configuración de temperatura. Cambiar entre diferentes mezclas de resina o espesores de película requiere una recalibración. Si un operador ajusta demasiado la tensión de la banda, la película se estira y crea sellos fruncidos. Una capacitación exhaustiva garantiza que su equipo pueda solucionar problemas menores antes de que se conviertan en eventos prolongados de tiempo de inactividad.
Error común: Los operadores frecuentemente aumentan la temperatura de sellado para compensar una barra de sellado sucia. Esta práctica degrada el teflón más rápido y quema el polímero. Limpie siempre la barra antes de ajustar la configuración térmica.
6. Preseleccionar proveedores y solicitar una cotización
Acercarse a los fabricantes de equipos requiere una preparación organizada. No puede confiar en solicitudes genéricas si espera recomendaciones precisas sobre maquinaria. Debe preparar sus datos de producción meticulosamente. Detalle las métricas exactas que exige su instalación. Proporcione al proveedor sus tipos de películas principales, incluidas mezclas de resina específicas. Enumere las dimensiones máximas y mínimas absolutas de la bolsa que desea ejecutar. Finalmente, indique su producción diaria objetivo para garantizar que la capacidad del motor recomendada coincida con sus necesidades de rendimiento.
La evaluación de la confiabilidad del fabricante protege su inversión de capital. Esté atento a señales de alerta específicas durante el proceso de investigación. Los orígenes vagos de los componentes indican una reducción de costes. Asegúrese de que el proveedor especifique las marcas de servos, PLC y cilindros neumáticos que utiliza. La falta de protocolos de pruebas de aceptación en fábrica (FAT) es otra señal de advertencia importante. Los fabricantes confiables siempre prueban la máquina con muestras de película reales antes de enviarla. Los términos de garantía poco claros en componentes vitales como motores y controladores deberían descalificar inmediatamente a un proveedor.
El siguiente paso implica estructurar una investigación formal. Cuando prepara una solicitud de Cotización de máquina cortadora de bolsas personalizada , solicite detalles completos. Asegúrese de que la propuesta incluya logística de envío, soporte de instalación y términos concretos de servicio posventa. Aclare los tiempos de respuesta para la entrega de repuestos para salvaguardar su tiempo de actividad de producción futuro.
Conclusión
Una configuración de embalaje de alta calidad equilibra el cierre térmico seguro con una separación mecánica limpia. Este enfoque híbrido elimina la fusión de bordes al tiempo que garantiza una contención hermética para distintos grados de polímeros. La implementación de la maquinaria correcta mejora directamente el rendimiento diario de sus instalaciones y reduce los gastos generales de material de desecho.
Aconsejamos a los compradores que prioricen la estabilidad estructural y la integración de componentes premium sobre el precio base. Los servos, los controladores PID y los robustos mecanismos de cuchillas dictan la confiabilidad a largo plazo mucho más que los ahorros de capital iniciales. El soporte verificable de los proveedores y los rigurosos protocolos de prueba garantizan su inversión.
Evalúe hoy sus cuellos de botella de producción actuales. Analice los problemas de tensión de su red, fallas de sellado y limitaciones de velocidad. Recopile sus parámetros de SKU exactos y comuníquese con un proveedor calificado para diseñar una solución que se ajuste a sus requisitos industriales precisos.
Preguntas frecuentes
P: ¿Cuál es la diferencia entre las máquinas para fabricar bolsas cortadas en caliente y en frío?
R: Las máquinas de corte en caliente utilizan una cuchilla calentada para sellar y cortar la película simultáneamente. Esto a menudo hace que los bordes de apertura se fusionen ligeramente, lo que dificulta la apertura de la bolsa. Las máquinas de corte en frío separan los procesos. Utilizan una barra calentada para sellar el fondo y una cuchilla mecánica sin calefacción para cortar el plástico, asegurando un borde limpio y fácil de abrir.
P: ¿Qué causa los sellos débiles o los bordes quemados durante el proceso de sellado en caliente?
R: Los sellos débiles o los bordes quemados generalmente se deben a configuraciones incorrectas de temperatura del PID. La cinta de teflón desgastada o degradada sobre la barra calefactora también provoca una distribución desigual del calor y la adherencia del polímero. Además, utilizar un calibre de película inconsistente hace que la misma configuración térmica queme los puntos delgados y selle mal los puntos gruesos.
P: ¿Puede esta máquina procesar películas biodegradables o compostables?
R: Sí, es posible procesar películas biodegradables. Sin embargo, estos materiales poseen ventanas de procesamiento térmico mucho más estrechas que el PE estándar. Se derriten rápidamente. Necesita controles de temperatura PID de alta precisión y barras de sellado potencialmente modificadas para evitar que los bioplásticos se quemen o se peguen durante el ciclo.
P: ¿Con qué frecuencia es necesario reemplazar o afilar las cuchillas de corte en frío?
R: El mantenimiento de la hoja depende en gran medida de las horas de funcionamiento y del espesor del material. En entornos continuos de alta velocidad que ejecutan LDPE/HDPE estándar, las hojas generalmente requieren afilarse cada tres a seis meses. El procesamiento de películas más gruesas o plásticos muy pigmentados acelera el desgaste. La inspección periódica garantiza cortes limpios y evita tensiones indebidas en el motor de corte.