
Views: 0 Author: Site Editor Publish Time: 2026-06-22 Origin: Site
For packaging manufacturers, the choice of cutting and sealing technology directly dictates production speed, material compatibility, and edge quality. You need robust systems to avoid costly production bottlenecks. A Hot Sealing Cold Cutting Bag Making Machine serves as a standard industrial solution for high-volume polymer bag production. It bridges the gap between thermal sealing precision and mechanical cutting speed. Buyers must evaluate equipment specifications beyond basic definitions. We frame this article as a buyer’s technical evaluation guide. You will uncover critical operational metrics and technical specifications. We also detail essential vendor shortlisting criteria. You will learn how these mechanisms boost yield and maintain structural integrity. This guide helps you navigate procurement complexities and implementation challenges successfully.
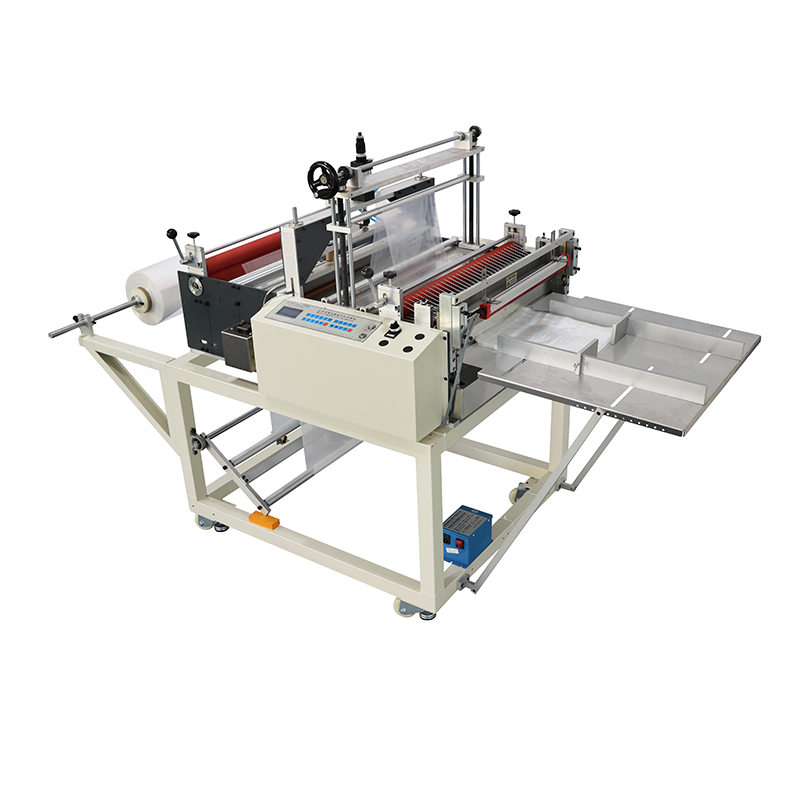
The manufacturing sequence relies on a highly synchronized dual-action process. First, a heated copper or brass bar descends onto the polymer layers. This thermal action melts the plastic momentarily to form a secure, airtight seal. Brass bars retain heat consistently, while copper bars offer rapid thermal transfer. Immediately after sealing, the film indexes forward. A mechanical guillotine or a rotary cold blade then severs the bag just past the seal line. This separation happens without additional heat.
Understanding the synergy between hot sealing and cold cutting clarifies its industrial value. A traditional Bag Making Machine using only thermal separation often struggles with edge fusion. Hot cutting melts the bag's opening edges together. Operators or end-users then find the bag hard to open. Cold cutting eliminates this issue entirely. The mechanical blade ensures a clean, non-tacky edge. It guarantees the bag opening remains separate and functional.
Material compatibility defines the operational limits of this technology. You must match the substrate to the machine's capabilities to maintain production flow.
Defining success criteria requires framing the exact production problems you face. Facilities experiencing high scrap rates from edge-fusing benefit most from this setup. If your current hot-cut machines produce bags sticking together in stacks, transitioning to a cold-cut mechanism resolves the bottleneck. Manufacturers needing continuous high-speed runs without thermal cool-down periods will also see immediate throughput gains.
You must evaluate structural needs when comparing bottom seal and side seal applications. Different packaging demands dictate how the seal handles load bearing and aesthetics.
| Application Type | Structural Focus | Common Use Cases |
|---|---|---|
| Bottom Seal | Maximum load-bearing capacity. The seal supports the entire weight of the contents. | Heavy-duty industrial liners, trash bags, agricultural sacks. |
| Side Seal | Aesthetic presentation and seamless bottom folding. Prioritizes display quality. | Lightweight retail packaging, apparel bags, courier mailers. |
Analyzing the trade-off between yield and quality reveals another business advantage. Cold cutting allows for rapid, continuous material feeding. You do not wait for thermal separation to complete before advancing the web. This boosts overall throughput significantly. Simultaneously, it maintains strict edge integrity. You achieve high-speed production metrics without sacrificing the opening quality of the final product.
Modern equipment leverages advanced engineering to maximize uptime and minimize waste. Understanding these features helps you justify the capital expenditure. We highlight three core technological advancements shaping current production standards.
Best Practice: Always calibrate the photocell sensitivity when switching between highly reflective films and matte finishes. Failure to do so causes tracking errors and immediate material waste.
Evaluating vendor specifications requires looking past theoretical maximums. Manufacturers often state ideal conditions, but real-world variables alter performance. You must define realistic baseline speeds. Production speed, measured in bags per minute (BPM), depends heavily on film thickness, bag length, and material composition.
| Film Thickness (Microns) | Material Type | Realistic Speed (BPM) |
|---|---|---|
| 10 - 20 μm | HDPE | 250 - 300+ |
| 25 - 50 μm | LDPE | 150 - 220 |
| 50 - 80 μm | Blended PE / Bio-films | 100 - 150 |
Matching your SKU requirements to the machine’s structural tolerances is critical. Assess the maximum web width capacity. A machine built for a 600mm web will fail if you attempt to run 800mm rolls. Furthermore, verify the micron (μm) thickness capacity. Pushing thick films through a machine underpowered for heavy gauges strains the drive rollers and the cutting blade.
Thermal control systems represent another critical dimension. Standard thermostats fluctuate too widely for precision sealing. You need Proportional-Integral-Derivative (PID) temperature controllers. PID controllers monitor and adjust heat micro-fluctuations constantly. They maintain consistent seal strength without burning the film, even during high-speed continuous runs.
Owning industrial packaging machinery involves predictable wear and necessary upkeep. You must establish transparent expectations regarding consumables and wear parts. Teflon tape covers the heating element to prevent plastic from sticking to the metal bar. This tape degrades under constant friction and heat. You will likely replace Teflon tapes weekly during 24/7 operations. Heating elements themselves degrade over several months and require periodic replacement to avoid cold spots along the seal.
Blade calibration presents a significant operational risk. A mechanical guillotine or rotary cold blade must remain razor-sharp and perfectly aligned. Poor blade calibration results in jagged edges, incomplete cuts, and joined bags. You must schedule routine sharpening. Operating with a dull blade forces the motor to work harder, accelerating wear on the entire cutting assembly.
Operator training mitigates most day-one implementation risks. A steep learning curve exists when adjusting tension controls and temperature settings. Switching between different resin blends or film thicknesses requires recalibration. If an operator sets the web tension too high, the film stretches and creates puckered seals. Thorough training ensures your team can troubleshoot minor issues before they escalate into lengthy downtime events.
Common Mistake: Operators frequently increase the sealing temperature to compensate for a dirty sealing bar. This practice degrades the Teflon faster and burns the polymer. Always clean the bar before adjusting thermal settings.
Approaching equipment manufacturers requires organized preparation. You cannot rely on generic requests if you expect accurate machinery recommendations. You must prepare your production data meticulously. Detail the exact metrics your facility demands. Provide the vendor with your primary film types, including specific resin blends. List the absolute maximum and minimum bag dimensions you intend to run. Finally, state your target daily output to ensure the recommended motor capacity matches your throughput needs.
Evaluating manufacturer trustworthiness protects your capital investment. Watch out for specific red flags during the vetting process. Vague component origins signal cost-cutting. Ensure the vendor specifies the brands of servos, PLCs, and pneumatic cylinders they use. A lack of Factory Acceptance Testing (FAT) protocols is another major warning sign. Reliable manufacturers always test the machine with your actual film samples before shipping. Unclear warranty terms on vital components like motors and controllers should immediately disqualify a vendor.
Your next step involves structuring a formal inquiry. When you prepare a request for a custom bag cutting machine quote, demand comprehensive details. Ensure the proposal includes shipping logistics, installation support, and concrete after-sales service terms. Clarify response times for spare parts delivery to safeguard your future production uptime.
A high-quality packaging setup balances secure thermal closure with clean mechanical separation. This hybrid approach eliminates edge fusion while guaranteeing airtight containment for varying polymer grades. Implementing the correct machinery directly enhances your facility's daily throughput and reduces scrap material overhead.
We advise buyers to prioritize structural stability and premium component integration over baseline pricing. Servos, PID controllers, and robust blade mechanisms dictate long-term reliability far more than initial capital savings. Verifiable vendor support and rigorous testing protocols secure your investment.
Assess your current production bottlenecks today. Analyze your web tension issues, sealing failures, and speed limitations. Compile your exact SKU parameters and reach out to a qualified supplier to engineer a solution matching your precise industrial requirements.
A: Hot-cutting machines use a heated blade to simultaneously seal and cut the film. This often causes the opening edges to fuse slightly, making the bag difficult to open. Cold-cutting machines separate the processes. They use a heated bar to seal the bottom and a mechanical, unheated blade to cut the plastic, ensuring a clean, easily openable edge.
A: Weak seals or burnt edges usually stem from incorrect PID temperature settings. Worn or degraded Teflon tape over the heating bar also causes uneven heat distribution and polymer sticking. Additionally, running an inconsistent film gauge causes the same thermal setting to burn thin spots and under-seal thick spots.
A: Yes, processing biodegradable films is possible. However, these materials possess much narrower thermal processing windows than standard PE. They melt rapidly. You require highly precise PID temperature controls and potentially modified sealing bars to prevent the bioplastics from burning or sticking during the cycle.
A: Blade maintenance depends heavily on operational hours and material thickness. In continuous high-speed environments running standard LDPE/HDPE, blades typically require sharpening every three to six months. Processing thicker films or heavily pigmented plastics accelerates wear. Regular inspection ensures clean cuts and prevents undue strain on the cutting motor.
