Pour les fabricants d’emballages, le choix de la technologie de découpe et de scellage dicte directement la vitesse de production, la compatibilité des matériaux et la qualité des bords. Vous avez besoin de systèmes robustes pour éviter les goulots d’étranglement coûteux en matière de production. UN La machine de fabrication de sacs de découpe à froid et de scellage à chaud constitue une solution industrielle standard pour la production de sacs en polymère à grand volume. Il comble le fossé entre la précision du scellage thermique et la vitesse de coupe mécanique. Les acheteurs doivent évaluer les spécifications de l'équipement au-delà des définitions de base. Nous considérons cet article comme un guide d’évaluation technique pour l’acheteur. Vous découvrirez des mesures opérationnelles critiques et des spécifications techniques. Nous détaillons également les critères essentiels de présélection des fournisseurs. Vous apprendrez comment ces mécanismes augmentent le rendement et maintiennent l’intégrité structurelle. Ce guide vous aide à gérer avec succès les complexités de l’approvisionnement et les défis de mise en œuvre.
Points clés à retenir
Efficacité du processus : le scellage à chaud garantit des fermetures inférieures/latérales hermétiques, tandis que la découpe mécanique à froid empêche la fusion des bords et la déformation du matériau.
Correspondance des matériaux : optimal pour les films HDPE, LDPE et certains PP où la découpe thermique provoque un collage excessif ou une mauvaise finition des bords.
Facteurs de retour sur investissement : les unités modernes intègrent une automatisation servocommandée et un poinçonnage en ligne pour réduire le travail et augmenter le rendement en sacs par minute (BPM).
Objectif d'approvisionnement : L'évaluation d'une machine nécessite d'aligner l'épaisseur de film cible, la largeur maximale et la vitesse de production avec la puissance et la stabilité structurelle de la machine.
1. Mécanique de base : comment fonctionnent le scellage à chaud et la découpe à froid
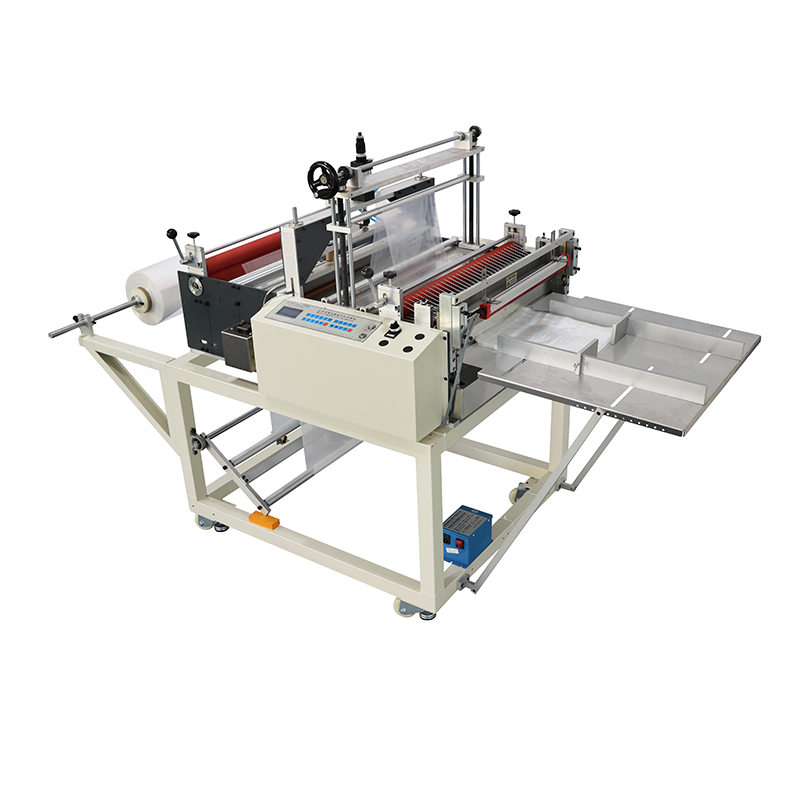
La séquence de fabrication repose sur un processus à double action hautement synchronisé. Tout d’abord, une barre de cuivre ou de laiton chauffée descend sur les couches de polymère. Cette action thermique fait fondre momentanément le plastique pour former un joint sûr et hermétique. Les barres en laiton retiennent la chaleur de manière constante, tandis que les barres en cuivre offrent un transfert thermique rapide. Immédiatement après le scellage, le film s'indexe vers l'avant. Une guillotine mécanique ou une lame froide rotative coupe ensuite le sac juste après la ligne de soudure. Cette séparation se produit sans chaleur supplémentaire.
Comprendre la synergie entre le scellage à chaud et la découpe à froid clarifie sa valeur industrielle. Un traditionnel La machine de fabrication de sacs utilisant uniquement la séparation thermique a souvent du mal à fusionner les bords. La découpe à chaud fait fondre les bords d'ouverture du sac. Les opérateurs ou les utilisateurs finaux ont alors du mal à ouvrir le sac. La découpe à froid élimine complètement ce problème. La lame mécanique assure un bord propre et non collant. Il garantit que l'ouverture du sac reste séparée et fonctionnelle.
La compatibilité des matériaux définit les limites opérationnelles de cette technologie. Vous devez adapter le substrat aux capacités de la machine pour maintenir le flux de production.
Polyéthylène haute densité (HDPE) : Excellente compatibilité. Le matériau supporte des impulsions thermiques rapides et se cisaille proprement sous des lames froides.
Polyéthylène basse densité (LDPE) : Très approprié. Le matériau plus souple nécessite un contrôle précis de la tension mais se scelle parfaitement sans se déformer.
Films biodégradables : compatibles mais délicats. Ceux-ci nécessitent des contrôles thermiques très sensibles pour éviter une fusion prématurée.
Limites : Les stratifiés épais ou les films barrières lourds ne conviennent pas à cette configuration. Ils exigent plutôt un soudage sonique spécialisé ou un sertissage thermique intensif.
2. Évaluation de Business Fit : quand choisir cette configuration
Définir des critères de réussite nécessite de définir les problèmes de production exacts auxquels vous êtes confrontés. Les installations connaissant des taux de rebut élevés dus à la fusion périphérique bénéficient le plus de cette configuration. Si vos machines de découpe à chaud actuelles produisent des sacs collés les uns aux autres en piles, la transition vers un mécanisme de découpe à froid résout le goulot d'étranglement. Les fabricants ayant besoin de cycles continus à grande vitesse sans périodes de refroidissement thermique verront également des gains de débit immédiats.
Vous devez évaluer les besoins structurels lorsque vous comparez les applications de joints inférieurs et latéraux. Différentes exigences d’emballage dictent la manière dont le joint gère la charge et l’esthétique.
Type de demande
Objectif structurel
Cas d'utilisation courants
Joint inférieur
Capacité de charge maximale. Le sceau supporte tout le poids du contenu.
Présentation esthétique et pliage inférieur sans couture. Donne la priorité à la qualité d’affichage.
Emballages de vente au détail légers, sacs à vêtements, courriers postaux.
L’analyse du compromis entre rendement et qualité révèle un autre avantage commercial. La découpe à froid permet une alimentation rapide et continue du matériau. Vous n'attendez pas la fin de la séparation thermique pour faire avancer le Web. Cela augmente considérablement le débit global. Simultanément, il maintient une stricte intégrité des bords. Vous obtenez des mesures de production à grande vitesse sans sacrifier la qualité d’ouverture du produit final.
3. Principales caractéristiques des résultats de production
Les équipements modernes exploitent une ingénierie avancée pour maximiser la disponibilité et minimiser les déchets. Comprendre ces fonctionnalités vous aide à justifier les dépenses en capital. Nous mettons en évidence trois avancées technologiques fondamentales qui façonnent les normes de production actuelles.
Automatisation des servomoteurs : les servocommandes ont largement remplacé les anciens embrayages mécaniques. Un servomoteur assure un positionnement exact et une indexation précise. Il fait avancer le film avec une précision millimétrique. Cette cohérence réduit le gaspillage de matière à grande vitesse. Vous évitez les variations progressives de longueur courantes dans les anciens systèmes à embrayage.
Fonctions en ligne intégrées : l'élimination des processus hors ligne secondaires améliore considérablement votre retour sur investissement. De nombreuses unités modernes disposent d'un poinçonnage en ligne automatique. Vous pouvez produire des sacs pour T-shirts ou couper des poignées en D directement dans le cycle principal de la machine. Cette consolidation réduit les coûts de main d’œuvre et libère de l’espace au sol.
Suivi des cellules photoélectriques : un suivi précis des marques imprimées est absolument nécessaire pour les sacs de marque personnalisée. Le capteur photocellule détecte les marques de repérage graphiques sur le rouleau de film. Il ajuste la séquence de scellage et de découpe en temps réel. Cela garantit que la découpe physique s'aligne parfaitement avec les graphiques imprimés, évitant ainsi un désalignement visuel et une dégradation de la marque.
Meilleure pratique : calibrez toujours la sensibilité de la cellule photoélectrique lorsque vous passez d'un film hautement réfléchissant à un fini mat. Ne pas le faire entraîne des erreurs de suivi et un gaspillage immédiat de matériel.
4. Dimensions techniques pour la présélection
L’évaluation des spécifications des fournisseurs nécessite de dépasser les maximums théoriques. Les fabricants indiquent souvent des conditions idéales, mais les variables du monde réel modifient les performances. Vous devez définir des vitesses de référence réalistes. La vitesse de production, mesurée en sacs par minute (BPM), dépend fortement de l'épaisseur du film, de la longueur du sac et de la composition du matériau.
Tableau des attentes en matière de vitesse de production
Épaisseur du film (microns)
Type de matériau
Vitesse réaliste (BPM)
10 - 20 μm
PEHD
250 - 300+
25 - 50 μm
PEBD
150 - 220
50 - 80 μm
Mélange PE / Bio-films
100 - 150
Il est essentiel de faire correspondre les exigences de votre SKU aux tolérances structurelles de la machine. Évaluez la capacité maximale de la largeur de la bande. Une machine conçue pour une bande de 600 mm échouera si vous essayez d'exécuter des rouleaux de 800 mm. Vérifiez également la capacité d’épaisseur en microns (μm). Pousser des films épais à travers une machine sous-alimentée pour les gros calibres met à rude épreuve les rouleaux d'entraînement et la lame de coupe.
Les systèmes de contrôle thermique représentent une autre dimension critique. Les thermostats standards fluctuent trop largement pour une étanchéité précise. Vous avez besoin de régulateurs de température proportionnels-intégraux-dérivés (PID). Les contrôleurs PID surveillent et ajustent constamment les micro-fluctuations de chaleur. Ils maintiennent une résistance de scellage constante sans brûler le film, même lors de tirages continus à grande vitesse.
5. Réalités de mise en œuvre et risques de maintenance
Posséder des machines d’emballage industriel implique une usure prévisible et un entretien nécessaire. Vous devez établir des attentes transparentes concernant les consommables et les pièces d’usure. Du ruban téflon recouvre l'élément chauffant pour empêcher le plastique de coller à la barre métallique. Ce ruban se dégrade sous l’effet d’une friction et d’une chaleur constantes. Vous remplacerez probablement les rubans en téflon chaque semaine pendant les opérations 24h/24 et 7j/7. Les éléments chauffants eux-mêmes se dégradent au fil de plusieurs mois et nécessitent un remplacement périodique pour éviter les points froids le long du joint.
L'étalonnage des pales présente un risque opérationnel important. Une guillotine mécanique ou une lame froide rotative doit rester tranchante comme un rasoir et parfaitement alignée. Un mauvais calibrage de la lame entraîne des bords irréguliers, des coupes incomplètes et des sacs joints. Vous devez planifier un affûtage de routine. Travailler avec une lame émoussée oblige le moteur à travailler plus fort, accélérant ainsi l'usure de l'ensemble de l'ensemble de coupe.
La formation des opérateurs atténue la plupart des risques de mise en œuvre dès le premier jour. Il existe une courbe d’apprentissage abrupte lors du réglage des commandes de tension et des réglages de température. La commutation entre différents mélanges de résines ou épaisseurs de film nécessite un recalibrage. Si un opérateur règle la tension de la bande à un niveau trop élevé, le film s'étire et crée des joints plissés. Une formation approfondie garantit que votre équipe peut résoudre les problèmes mineurs avant qu'ils ne dégénèrent en de longs temps d'arrêt.
Erreur courante : les opérateurs augmentent fréquemment la température de scellage pour compenser une barre de scellage sale. Cette pratique dégrade le Téflon plus rapidement et brûle le polymère. Nettoyez toujours la barre avant de régler les paramètres thermiques.
6. Présélection de fournisseurs et demande de devis
Démarcher des équipementiers nécessite une préparation organisée. Vous ne pouvez pas vous fier à des demandes génériques si vous attendez des recommandations précises sur les machines. Vous devez préparer minutieusement vos données de production. Détaillez les mesures exactes exigées par votre installation. Fournissez au fournisseur vos principaux types de films, y compris des mélanges de résines spécifiques. Énumérez les dimensions maximales et minimales absolues du sac que vous avez l’intention d’exécuter. Enfin, indiquez votre production quotidienne cible pour vous assurer que la capacité du moteur recommandée correspond à vos besoins de production.
L'évaluation de la fiabilité du fabricant protège votre investissement en capital. Méfiez-vous des signaux d’alarme spécifiques pendant le processus de vérification. Les origines vagues des composants signalent une réduction des coûts. Assurez-vous que le fournisseur spécifie les marques de servos, d'automates programmables et de vérins pneumatiques qu'il utilise. L’absence de protocoles de tests d’acceptation en usine (FAT) est un autre signe d’avertissement majeur. Les fabricants fiables testent toujours la machine avec vos échantillons de film réels avant l'expédition. Des conditions de garantie peu claires sur des composants vitaux tels que les moteurs et les contrôleurs devraient immédiatement disqualifier un fournisseur.
Votre prochaine étape consiste à structurer une enquête formelle. Lorsque vous préparez une demande de Devis de machine de découpe de sacs personnalisé , demandez des détails complets. Assurez-vous que la proposition inclut la logistique d’expédition, l’assistance à l’installation et les conditions concrètes du service après-vente. Clarifiez les délais de réponse pour la livraison des pièces de rechange afin de garantir votre future disponibilité de production.
Conclusion
Une configuration d’emballage de haute qualité équilibre une fermeture thermique sécurisée avec une séparation mécanique propre. Cette approche hybride élimine la fusion des bords tout en garantissant un confinement hermétique pour différentes qualités de polymère. La mise en œuvre des machines appropriées améliore directement le débit quotidien de votre installation et réduit les frais généraux liés aux rebuts.
Nous conseillons aux acheteurs de donner la priorité à la stabilité structurelle et à l’intégration de composants haut de gamme plutôt qu’au prix de base. Les servos, les contrôleurs PID et les mécanismes de pales robustes imposent une fiabilité à long terme bien plus que des économies de capital initiales. Un support fournisseur vérifiable et des protocoles de tests rigoureux sécurisent votre investissement.
Évaluez dès aujourd’hui vos goulots d’étranglement de production actuels. Analysez vos problèmes de tension de bande, les échecs d’étanchéité et les limitations de vitesse. Compilez vos paramètres SKU exacts et contactez un fournisseur qualifié pour concevoir une solution correspondant à vos exigences industrielles précises.
FAQ
Q : Quelle est la différence entre les machines de fabrication de sacs à chaud et à froid ?
R : Les machines de découpe à chaud utilisent une lame chauffée pour sceller et couper simultanément le film. Cela provoque souvent une légère fusion des bords d'ouverture, ce qui rend le sac difficile à ouvrir. Les machines de découpe à froid séparent les processus. Ils utilisent une barre chauffante pour sceller le fond et une lame mécanique non chauffée pour couper le plastique, garantissant ainsi un bord propre et facilement ouvrable.
Q : Qu'est-ce qui cause la faiblesse des joints ou les bords brûlés pendant le processus de scellage à chaud ?
R : Des joints faibles ou des bords brûlés proviennent généralement de réglages de température PID incorrects. Un ruban en téflon usé ou dégradé sur la barre chauffante provoque également une répartition inégale de la chaleur et un collage du polymère. De plus, l'utilisation d'une jauge de film incohérente fait que le même réglage thermique brûle les points fins et sous-scelle les points épais.
Q : Cette machine peut-elle traiter des films biodégradables ou compostables ?
R : Oui, le traitement de films biodégradables est possible. Cependant, ces matériaux possèdent des fenêtres de traitement thermique beaucoup plus étroites que le PE standard. Ils fondent rapidement. Vous avez besoin de contrôles de température PID très précis et de barres de scellage potentiellement modifiées pour empêcher les bioplastiques de brûler ou de coller pendant le cycle.
Q : À quelle fréquence les lames de coupe à froid doivent-elles être remplacées ou affûtées ?
R : L’entretien des lames dépend fortement des heures de fonctionnement et de l’épaisseur du matériau. Dans les environnements continus à haute vitesse fonctionnant en LDPE/HDPE standard, les lames doivent généralement être affûtées tous les trois à six mois. Le traitement de films plus épais ou de plastiques fortement pigmentés accélère l'usure. Une inspection régulière garantit des coupes nettes et évite toute contrainte excessive sur le moteur de coupe.