
צפיות: 0 מחבר: עורך האתר זמן פרסום: 2026-06-01 מקור: אֲתַר
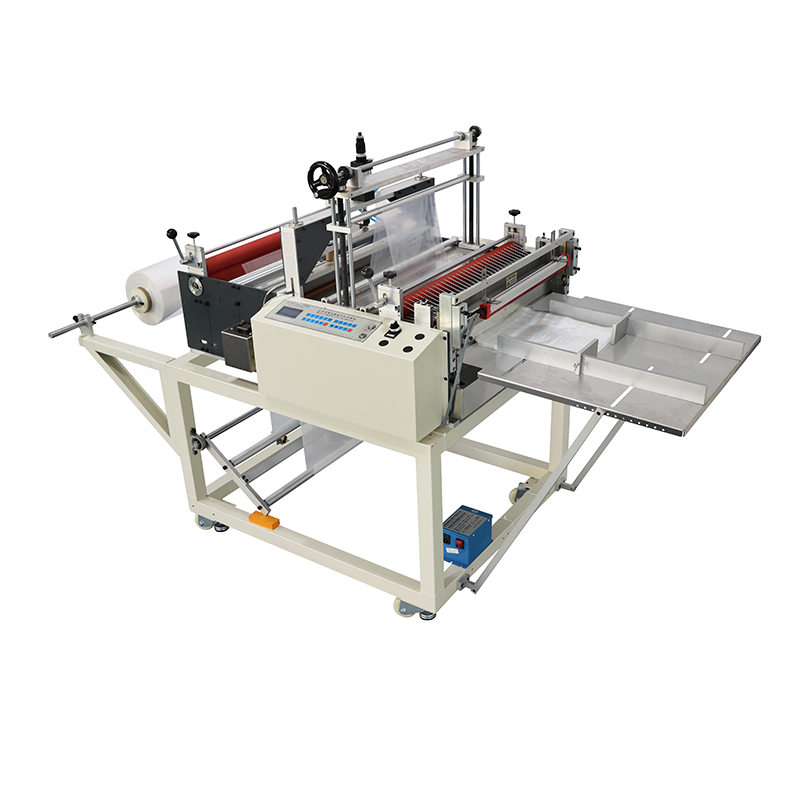
עבור יצרני אריזות, הבחירה בטכנולוגיית חיתוך ואיטום מכתיבה ישירות את מהירות הייצור, תאימות החומרים ואיכות הקצה. אתה צריך מערכות חזקות כדי למנוע צווארי בקבוק יקרים בייצור. א מכונה להכנת שקיות חיתוך קר באטימה חמה משמשת כפתרון תעשייתי סטנדרטי לייצור שקיות פולימר בנפח גבוה. זה מגשר על הפער בין דיוק איטום תרמי למהירות חיתוך מכנית. על הקונים להעריך את מפרטי הציוד מעבר להגדרות הבסיסיות. אנו ממסגרים מאמר זה כמדריך להערכה טכנית של הקונה. תוכלו לחשוף מדדים תפעוליים קריטיים ומפרטים טכניים. אנו גם מפרטים קריטריונים חיוניים לרשימה קצרה של ספקים. תלמד כיצד מנגנונים אלה מגדילים את התשואה ושומרים על שלמות מבנית. מדריך זה עוזר לך לנווט במורכבות רכש ואתגרי יישום בהצלחה.
יעילות תהליך: איטום חם מבטיח סגירות תחתית/צדדית אטומה, בעוד חיתוך קר מכני מונע היתוך קצוות ועיוות חומר.
התאמת חומרים: אופטימלי עבור סרטי HDPE, LDPE וסרטי PP מסוימים שבהם חיתוך תרמי גורם להידבקות יתר או גימור קצה גרוע.
מנהלי החזר ROI: יחידות מודרניות משלבות אוטומציה מונעת סרוו וניקוב מוטבע כדי להפחית את העבודה ולהגדיל את התפוקה של שקיות לדקה (BPM).
מיקוד רכש: הערכת מכונה דורשת ליישר את עובי הסרט היעד, הרוחב המרבי ומהירות הייצור שלך עם הכוח והיציבות המבנית של המכונה.
רצף הייצור מסתמך על תהליך פעולה כפול מסונכרן ביותר. ראשית, מוט נחושת או פליז מחומם יורד על שכבות הפולימר. פעולה תרמית זו ממיסה את הפלסטיק לרגע כדי ליצור אטימה מאובטחת ואטומה. מוטות פליז שומרים על חום באופן עקבי, בעוד מוטות נחושת מציעים העברה תרמית מהירה. מיד לאחר האיטום, הסרט פונה קדימה. גיליוטינה מכנית או להב קר סיבובי מנתקים את השקית רק מעבר לקו האיטום. הפרדה זו מתרחשת ללא חום נוסף.
הבנת הסינרגיה בין איטום חם לחיתוך קר מבהירה את ערכו התעשייתי. מסורתית מכונה לייצור תיקים המשתמשת רק בהפרדה תרמית נאבקת לעתים קרובות עם איחוי קצה. חיתוך חם ממיס את קצוות הפתיחה של השקית יחד. לאחר מכן, למפעילים או למשתמשי קצה קשה לפתוח את התיק. חיתוך קר מבטל את הנושא הזה לחלוטין. הלהב המכני מבטיח קצה נקי ולא דביק. זה מבטיח שפתח התיק יישאר נפרד ופונקציונלי.
תאימות חומרים מגדירה את המגבלות התפעוליות של טכנולוגיה זו. עליך להתאים את המצע ליכולות המכונה כדי לשמור על זרימת הייצור.
פוליאתילן בצפיפות גבוהה (HDPE): תאימות מעולה. החומר מתמודד עם פעימות תרמיות מהירות וגזזות בצורה נקייה תחת להבים קרים.
פוליאתילן בצפיפות נמוכה (LDPE): מתאים מאוד. החומר הרך יותר דורש בקרת מתח מדויקת אך אוטם יפה ללא עיוות.
סרטים מתכלים: תואמים אך עדינים. אלה דורשים בקרות תרמיות רגישות ביותר כדי למנוע התכה מוקדמת.
מגבלות: למינציה של נייר כסף עבה או סרטי מחסום כבדים אינם מתאימים לתצורה זו. הם דורשים במקום ריתוך קולי מיוחד או כיווץ תרמי כבד.
הגדרת קריטריונים להצלחה דורשת מסגור של בעיות הייצור המדויקות שעומדות בפניכם. מתקנים שחווים שיעורי גרוטאות גבוהים מהיתוך קצוות נהנים בעיקר מההגדרה הזו. אם מכונות החיתוך החם הנוכחיות שלך מייצרות שקיות הנצמדות אחת לשנייה בערימות, המעבר למנגנון חיתוך קר פותר את צוואר הבקבוק. יצרנים הזקוקים לריצות מתמשכות במהירות גבוהה ללא תקופות התקררות תרמית יראו גם רווחי תפוקה מיידיים.
עליך להעריך את הצרכים המבניים בעת השוואת יישומי איטום תחתון ואטם צדדי. דרישות אריזה שונות מכתיבות כיצד החותם מטפל בעומס ובאסתטיקה.
סוג יישום |
מיקוד מבני |
מקרי שימוש נפוצים |
|---|---|---|
חותם תחתון |
יכולת נשיאת עומס מקסימלית. החותם תומך בכל משקל התכולה. |
ספינות תעשייתיות כבדות, שקיות אשפה, שקים חקלאיים. |
חותם צד |
מצגת אסתטית וקיפול תחתון חלק. נותן עדיפות לאיכות התצוגה. |
אריזות קמעונאיות קלות משקל, תיקי לבוש, דואר שליחים. |
ניתוח הפשרה בין תשואה לאיכות מגלה יתרון עסקי נוסף. חיתוך קר מאפשר הזנה מהירה ורציפה של חומרים. אינך מחכה להשלמת ההפרדה התרמית לפני שתקדם את האינטרנט. זה מגביר את התפוקה הכוללת באופן משמעותי. במקביל, הוא שומר על שלמות קצה קפדנית. אתה משיג מדדי ייצור במהירות גבוהה מבלי לוותר על איכות הפתיחה של המוצר הסופי.
ציוד מודרני ממנף הנדסה מתקדמת כדי למקסם את זמן הפעולה ולמזער בזבוז. הבנת התכונות הללו עוזרת לך להצדיק את ההוצאה ההונית. אנו מדגישים שלוש התקדמות טכנולוגיות מרכזיות המעצבות את תקני הייצור הנוכחיים.
אוטומציה של מנוע סרוו: בקרות סרוו החליפו במידה רבה את המצמדים המכאניים מדור קודם. מנוע סרוו מספק מיקום מדויק ואינדקס מדויק. זה דוחף את הסרט קדימה בדיוק מילימטר. עקביות זו מפחיתה בזבוז חומר במהירויות גבוהות. אתה נמנע משינויי האורך ההדרגתיים הנפוצים במערכות ישנות יותר מונעות מצמד.
פונקציות מוטבעות משולבות: ביטול תהליכים לא מקוונים משניים משפר באופן דרסטי את ההחזר על ההשקעה. יחידות מודרניות רבות כוללות ניקוב אוטומטי מוטבע. אתה יכול לייצר תיקים לחולצות טריקו או לחתוך ידיות D ישירות בתוך מחזור המכונה הראשי. איחוד זה מפחית את עלויות העבודה ומפנה שטח רצפה.
מעקב אחר תא צילום: מעקב מדויק אחר סימן מודפס הכרחי לחלוטין עבור תיקים ממותגים בהתאמה אישית. חיישן תא הפוטו מזהה סימני רישום גרפיים על גליל הסרט. זה מתאים את רצף האיטום והחיתוך בזמן אמת. זה מבטיח שהחתך הפיזי מתיישר בצורה מושלמת עם הגרפיקה המודפסת, מונע חוסר יישור ויזואלי והידרדרות המותג.
שיטות עבודה מומלצות: כייל תמיד את רגישות תא הפוטו בעת מעבר בין סרטים מחזירי אור וגימורים מאט. אי ביצוע זה גורם לטעויות מעקב ולבזבוז חומר מיידי.
הערכת מפרטי הספק דורשת הסתכלות מעבר למקסימום תיאורטי. לעתים קרובות יצרנים מציינים תנאים אידיאליים, אך משתנים בעולם האמיתי משנים את הביצועים. עליך להגדיר מהירויות בסיס מציאותיות. מהירות הייצור, נמדדת בשקיות לדקה (BPM), תלויה במידה רבה בעובי הסרט, אורך השקית והרכב החומר.
טבלת ציפיות מהירות ייצור |
||
עובי סרט (מיקרונים) |
סוג חומר |
מהירות ריאלית (BPM) |
|---|---|---|
10 - 20 מיקרומטר |
HDPE |
250 - 300+ |
25 - 50 מיקרומטר |
LDPE |
150 - 220 |
50 - 80 מיקרומטר |
סרטי PE/ביו מעורבים |
100 - 150 |
התאמת דרישות המק'ט שלך לסבולות המבניות של המכונה היא קריטית. הערך את קיבולת רוחב האינטרנט המקסימלית. מכונה שנבנתה עבור רשת של 600 מ'מ תיכשל אם תנסה להפעיל גלילים של 800 מ'מ. יתר על כן, ודא את קיבולת עובי המיקרון (מיקרון). דחיפת סרטים עבים דרך מכונה שאינה מוספקת למדידים כבדים מאמצת את גלילי ההנעה ואת להב החיתוך.
מערכות בקרה תרמיות מייצגות מימד קריטי נוסף. תרמוסטטים סטנדרטיים משתנים יותר מדי לאיטום מדויק. אתה צריך בקרי טמפרטורה פרופורציונלי-אינטגרלי-נגזרת (PID). בקרי PID מנטרים ומכוונים תנודות מיקרו חום ללא הרף. הם שומרים על חוזק איטום עקבי מבלי לשרוף את הסרט, אפילו במהלך ריצות רציפות במהירות גבוהה.
בעלות על מכונות אריזה תעשייתיות כרוכה בלאי צפוי ותחזוקה הכרחית. עליך לקבוע ציפיות שקופות לגבי חומרים מתכלים וחלקי בלאי. סרט טפלון מכסה את גוף החימום כדי למנוע הידבקות של פלסטיק למוט המתכת. סרט זה מתכלה תחת חיכוך וחום מתמידים. סביר להניח שתחליף קלטות טפלון מדי שבוע במהלך פעולות 24/7. גופי החימום עצמם מתכלים במשך מספר חודשים ודורשים החלפה תקופתית כדי למנוע כתמים קרים לאורך האיטום.
כיול להב מהווה סיכון תפעולי משמעותי. גיליוטינה מכנית או להב קר סיבובי חייבים להישאר חדים כתער ומיושרים בצורה מושלמת. כיול להב לקוי גורם לקצוות משוננים, לחתכים לא שלמים ולשקיות מחוברות. עליך לתזמן חידוד שגרתי. הפעלה עם להב עמום מאלצת את המנוע לעבוד קשה יותר, ומאיצה את הבלאי של כל מכלול החיתוך.
הדרכת מפעילים מפחיתה את רוב סיכוני היישום ביום הראשון. עקומת למידה תלולה קיימת בעת התאמת בקרות המתח והגדרות הטמפרטורה. מעבר בין תערובות שרף או עובי סרט שונים דורש כיול מחדש. אם מפעיל מגדיר את מתח הרשת גבוה מדי, הסרט נמתח ויוצר אטמים מכווצים. הכשרה יסודית מבטיחה שהצוות שלך יכול לפתור בעיות קלות לפני שהן יתפתחו לאירועי השבתה ארוכים.
טעות נפוצה: מפעילים מגבירים לעתים קרובות את טמפרטורת האיטום כדי לפצות על מוט איטום מלוכלך. תרגול זה מפרק את הטפלון מהר יותר ושורף את הפולימר. נקה תמיד את המוט לפני כוונון הגדרות תרמיות.
פנייה ליצרני ציוד דורשת הכנה מאורגנת. אינך יכול להסתמך על בקשות גנריות אם אתה מצפה להמלצות מכונות מדויקות. עליך להכין את נתוני הייצור שלך בקפידה. פרט את המדדים המדויקים שהמתקן שלך דורש. ספק לספק את סוגי הסרטים העיקריים שלך, כולל תערובות שרף ספציפיות. רשום את מידות התיק המקסימליות והמינימליות המוחלטות שאתה מתכוון להפעיל. לבסוף, ציין את היעד של התפוקה היומית שלך כדי להבטיח שקיבולת המנוע המומלצת תואמת את צרכי התפוקה שלך.
הערכת מהימנות היצרן מגינה על השקעת ההון שלך. היזהרו מדגלים אדומים ספציפיים במהלך תהליך הבדיקה. מקורות מעורפלים של רכיבים מאותתים על קיצוץ בעלויות. ודא שהספק מציין את המותגים של סרוו, PLC וצילינדרים פנאומטיים שבהם הם משתמשים. היעדר פרוטוקולי בדיקות קבלה של מפעל (FAT) הוא סימן אזהרה מרכזי נוסף. יצרנים אמינים תמיד בודקים את המכונה עם דגימות הסרט האמיתיות שלך לפני המשלוח. תנאי אחריות לא ברורים על רכיבים חיוניים כמו מנועים ובקרים צריכים לפסול מיד ספק.
הצעד הבא שלך כרוך בבניית חקירה רשמית. כאשר אתה מכין בקשה עבור א הצעת מחיר למכונת חיתוך תיקים בהתאמה אישית , דרשו פרטים מקיפים. ודא שההצעה כוללת לוגיסטיקה למשלוח, תמיכה בהתקנה ותנאי שירות קונקרטיים לאחר המכירה. הבהיר את זמני התגובה לאספקת חלקי חילוף כדי לשמור על זמן פעילות הייצור העתידי שלך.
מערך אריזה איכותי מאזן סגירה תרמית בטוחה עם הפרדה מכנית נקייה. גישה היברידית זו מבטלת את היתוך הקצה תוך הבטחת בלימה אטומה עבור דרגות פולימר שונות. הטמעת המכונות הנכונות משפרת ישירות את התפוקה היומית של המתקן שלך ומפחיתה את חומרי הגרוטאות.
אנו ממליצים לקונים לתעדף יציבות מבנית ושילוב רכיבי פרימיום על פני תמחור בסיס. סרוו, בקרי PID ומנגנוני להבים חזקים מכתיבים אמינות ארוכת טווח הרבה יותר מחסכון הון ראשוני. תמיכת ספקים ניתנת לאימות ופרוטוקולי בדיקה קפדניים מבטיחים את ההשקעה שלך.
העריכו את צווארי הבקבוק הנוכחיים שלכם בייצור היום. נתח את בעיות מתח האינטרנט שלך, כשלי איטום ומגבלות מהירות. ערוך את הפרמטרים המדויקים של מק'ט שלך ופנה לספק מוסמך כדי להנדס פתרון התואם את הדרישות התעשייתיות המדויקות שלך.
ת: מכונות חיתוך חם משתמשות בלהב מחומם כדי לאטום ולחתוך את הסרט בו זמנית. לעתים קרובות זה גורם לקצוות הפתיחה להתמזג מעט, מה שמקשה על פתיחת השקית. מכונות חיתוך קר מפרידות בין התהליכים. הם משתמשים בסרגל מחומם כדי לאטום את התחתית ובלהב מכני, לא מחומם כדי לחתוך את הפלסטיק, מה שמבטיח קצה נקי, הנפתח בקלות.
ת: אטמים חלשים או קצוות שרופים נובעים בדרך כלל מהגדרות טמפרטורת PID שגויות. סרט טפלון בלוי או פגום מעל מוט החימום גורם גם לפיזור חום לא אחיד ולהידבקות של פולימר. בנוסף, הפעלת מד סרט לא עקבי גורמת לאותה הגדרה תרמית לשרוף כתמים דקים ונקודות עבות מתחת לאיטום.
ת: כן, עיבוד סרטים מתכלים אפשרי. עם זאת, לחומרים אלה יש חלונות עיבוד תרמי צרים בהרבה מאשר PE סטנדרטי. הם נמסים במהירות. אתה דורש בקרות טמפרטורת PID מדויקות ביותר ומוטות איטום שעשויים להשתנות כדי למנוע מהביו-פלסטיק להישרף או להידבק במהלך המחזור.
ת: תחזוקת הלהב תלויה במידה רבה בשעות הפעילות ובעובי החומר. בסביבות מתמשכות במהירות גבוהה עם LDPE/HDPE סטנדרטיים, להבים דורשים בדרך כלל השחזה כל שלושה עד שישה חודשים. עיבוד סרטים עבים יותר או פלסטיק בעל פיגמנטים כבדים מאיץ בלאי. בדיקה סדירה מבטיחה חתכים נקיים ומונעת עומס יתר על מנוע החיתוך.
