
Zobrazení: 0 Autor: Editor webu Čas publikování: 2026-06-01 Původ: místo
Pro výrobce obalů volba technologie řezání a těsnění přímo určuje rychlost výroby, kompatibilitu materiálů a kvalitu hran. Potřebujete robustní systémy, abyste se vyhnuli nákladným výrobním překážkám. A Stroj na výrobu sáčků na řezání za tepla slouží jako standardní průmyslové řešení pro velkoobjemovou výrobu polymerových sáčků. Překlenuje mezeru mezi přesností tepelného těsnění a mechanickou rychlostí řezání. Kupující musí hodnotit specifikace zařízení nad rámec základních definic. Tento článek tvoříme jako průvodce technickým hodnocením kupujícího. Odhalíte kritické provozní metriky a technické specifikace. Také podrobně popisujeme základní kritéria výběru dodavatelů. Dozvíte se, jak tyto mechanismy zvyšují výnos a udržují strukturální integritu. Tato příručka vám pomůže úspěšně se orientovat ve složitosti zadávání zakázek a problémech s implementací.
Efektivita procesu: Horké těsnění zajišťuje vzduchotěsné spodní/boční uzávěry, zatímco mechanické řezání za studena zabraňuje spojování hran a deformaci materiálu.
Shoda materiálu: Optimální pro HDPE, LDPE a některé PP fólie, kde tepelné řezání způsobuje nadměrné lepení nebo špatnou konečnou úpravu hran.
Ovladače návratnosti investic: Moderní jednotky integrují automatizaci řízenou servomotory a inline děrování pro snížení pracnosti a zvýšení výtěžnosti sáčků za minutu (BPM).
Zaměření na nákup: Hodnocení stroje vyžaduje sladění vaší cílové tloušťky fólie, maximální šířky a rychlosti výroby s výkonem a strukturální stabilitou stroje.
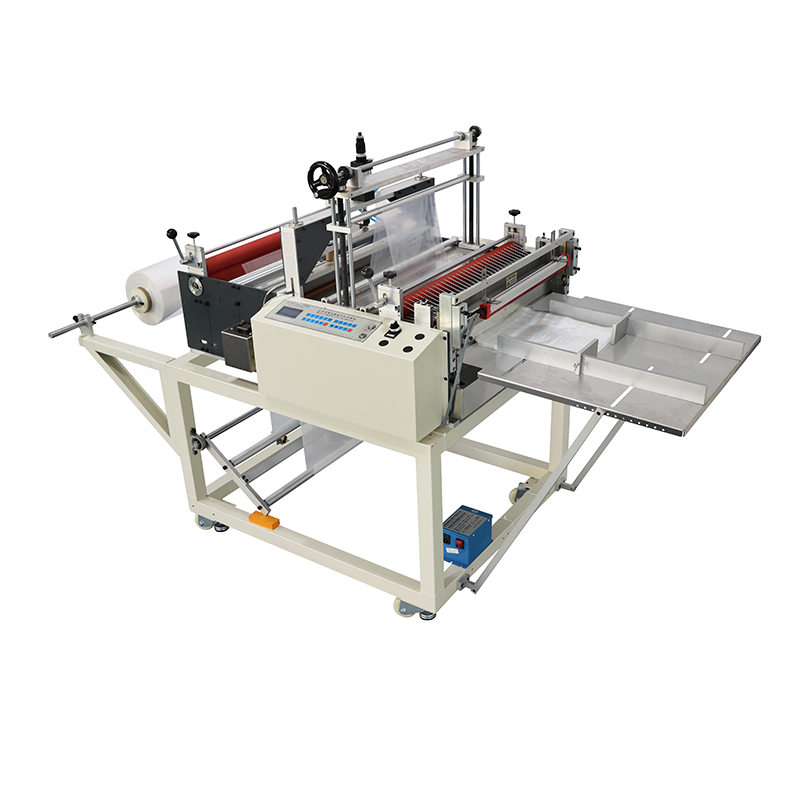
Výrobní sekvence se opírá o vysoce synchronizovaný dvoučinný proces. Nejprve na polymerové vrstvy sestoupí zahřátá měděná nebo mosazná tyč. Toto tepelné působení plast na okamžik roztaví a vytvoří bezpečné, vzduchotěsné těsnění. Mosazné tyče trvale udržují teplo, zatímco měděné tyče nabízejí rychlý přenos tepla. Ihned po utěsnění se fólie pootočí dopředu. Mechanická gilotina nebo rotační studená čepel pak přeřízne sáček těsně za linií těsnění. Toto oddělení se děje bez dodatečného tepla.
Pochopení synergie mezi svařováním za tepla a řezáním za studena objasňuje jeho průmyslovou hodnotu. Tradiční Stroj na výrobu sáčků, který používá pouze tepelné oddělení, se často potýká s fúzí okrajů. Řezání za tepla spojí otevírací okraje sáčku dohromady. Operátorům nebo koncovým uživatelům se pak taška těžko otevírá. Řezání za studena tento problém zcela eliminuje. Mechanická čepel zajišťuje čistý, nelepivý okraj. Zaručuje, že otvor sáčku zůstane oddělený a funkční.
Materiálová kompatibilita definuje provozní limity této technologie. Chcete-li zachovat tok výroby, musíte substrát přizpůsobit možnostem stroje.
Polyetylen s vysokou hustotou (HDPE): Vynikající kompatibilita. Materiál zvládá rychlé tepelné impulsy a stříhá čistě pod studenými čepelemi.
Polyetylen s nízkou hustotou (LDPE): Vysoce vhodný. Měkčí materiál vyžaduje přesnou kontrolu napětí, ale krásně těsní bez deformace.
Biologicky odbouratelné fólie: Kompatibilní, ale jemné. Ty vyžadují vysoce citlivé tepelné kontroly, aby se zabránilo předčasnému tání.
Omezení: Tlusté fóliové lamináty nebo těžké bariérové fólie nevyhovují této konfiguraci. Místo toho vyžadují specializované ultrazvukové svařování nebo těžké tepelné krimpování.
Definování kritérií úspěchu vyžaduje přesné vymezení výrobních problémů, kterým čelíte. Zařízení s vysokou mírou zmetkovitosti při zatavování okrajů těží z tohoto nastavení nejvíce. Pokud vaše současné stroje na řezání za tepla produkují sáčky slepené do stohu, přechod na mechanismus řezání za studena řeší problém. Výrobci, kteří potřebují nepřetržité vysokorychlostní běhy bez období tepelného ochlazování, také zaznamenají okamžité zvýšení výkonu.
Při porovnávání aplikací spodního těsnění a bočního těsnění musíte vyhodnotit konstrukční potřeby. Různé požadavky na balení určují, jak těsnění zvládá nosnost a estetiku.
Typ aplikace |
Strukturální zaměření |
Běžné případy použití |
|---|---|---|
Spodní těsnění |
Maximální nosnost. Těsnění nese celou váhu obsahu. |
Vysoce odolné průmyslové vložky, pytle na odpadky, zemědělské pytle. |
Boční těsnění |
Estetická prezentace a bezproblémové spodní skládání. Upřednostňuje kvalitu zobrazení. |
Lehké maloobchodní balení, tašky na oblečení, kurýrní zásilky. |
Analýza kompromisu mezi výnosem a kvalitou odhaluje další obchodní výhodu. Řezání za studena umožňuje rychlé a nepřetržité podávání materiálu. Před posunem pásu nečekáte na dokončení tepelné separace. To výrazně zvyšuje celkovou propustnost. Zároveň zachovává přísnou integritu hran. Dosáhnete vysokorychlostních výrobních metrik, aniž byste obětovali kvalitu otevírání konečného produktu.
Moderní zařízení využívá pokročilé techniky k maximalizaci doby provozuschopnosti a minimalizaci odpadu. Pochopení těchto funkcí vám pomůže ospravedlnit kapitálové výdaje. Zdůrazňujeme tři hlavní technologické pokroky, které formují současné výrobní standardy.
Automatizace servomotorů: Řízení servomotorů z velké části nahradilo starší mechanické spojky. Servomotor zajišťuje přesné polohování a přesné indexování. Posouvá fólii dopředu s milimetrovou přesností. Tato konzistence snižuje plýtvání materiálem při vysokých rychlostech. Vyhnete se postupným změnám délky, které jsou běžné u starších systémů poháněných spojkou.
Integrované inline funkce: Odstranění sekundárních offline procesů výrazně zlepšuje návratnost vašich investic. Mnoho moderních jednotek je vybaveno automatickým inline děrováním. Tašky na trička nebo řezané D-rukojeť můžete vyrábět přímo v rámci primárního cyklu stroje. Tato konsolidace snižuje mzdové náklady a uvolňuje podlahovou plochu.
Sledování fotobuňkou: Přesné sledování vytištěných značek je absolutně nezbytné pro tašky s vlastní značkou. Snímač fotobuňky detekuje grafické soutiskové značky na roli filmu. Upravuje sekvenci těsnění a řezání v reálném čase. Tím je zajištěno, že se fyzický řez dokonale srovná s tištěnou grafikou, což zabraňuje vizuálnímu nesouososti a degradaci značky.
Nejlepší postup: Při přepínání mezi vysoce reflexními fóliemi a matnými povrchy vždy kalibrujte citlivost fotobuňky. Pokud tak neučiníte, dochází k chybám při sledování a okamžitému plýtvání materiálem.
Hodnocení specifikací dodavatele vyžaduje ohlédnutí za teoretická maxima. Výrobci často uvádějí ideální podmínky, ale reálné proměnné mění výkon. Musíte definovat realistické základní rychlosti. Výrobní rychlost, měřená v pytlích za minutu (BPM), silně závisí na tloušťce fólie, délce sáčku a složení materiálu.
Graf očekávání rychlosti výroby |
||
Tloušťka filmu (mikrometry) |
Typ materiálu |
Realistická rychlost (BPM) |
|---|---|---|
10 - 20 um |
HDPE |
250–300+ |
25 - 50 μm |
LDPE |
150–220 |
50 - 80 μm |
Smíšené PE/biofilmy |
100–150 |
Shoda vašich požadavků na SKU s konstrukčními tolerancemi stroje je zásadní. Posuďte maximální kapacitu šířky pásu. Stroj vyrobený pro 600mm pás selže, pokud se pokusíte spustit 800mm role. Dále ověřte mikronovou (μm) tloušťkovou kapacitu. Protlačování silných fólií strojem s nedostatečným výkonem pro těžká měřidla namáhá hnací válečky a řezací nůž.
Další kritickou dimenzi představují systémy tepelné regulace. Standardní termostaty příliš kolísají pro přesné těsnění. Potřebujete proporcionálně-integrované-derivační (PID) regulátory teploty. PID regulátory neustále monitorují a upravují mikrokolísání tepla. Udržují konzistentní pevnost svaru bez spálení filmu, a to i při vysokorychlostních nepřetržitých provozech.
Vlastnictví průmyslových balicích strojů zahrnuje předvídatelné opotřebení a nezbytnou údržbu. Musíte vytvořit transparentní očekávání ohledně spotřebního materiálu a opotřebitelných dílů. Teflonová páska překrývá topné těleso, aby se zabránilo přilepení plastu na kovovou lištu. Tato páska se za stálého tření a tepla degraduje. Pravděpodobně budete teflonové pásky vyměňovat každý týden během nepřetržitého provozu. Samotné topné prvky se během několika měsíců zhoršují a vyžadují pravidelnou výměnu, aby se zabránilo vzniku studených míst podél těsnění.
Kalibrace lopatek představuje značné provozní riziko. Mechanická gilotina nebo rotační čepel za studena musí zůstat ostré jako břitva a dokonale vyrovnané. Špatná kalibrace čepele má za následek zubaté okraje, neúplné řezy a spojené sáčky. Musíte naplánovat rutinní ostření. Provoz s tupým ostřím nutí motor pracovat intenzivněji, čímž se zrychluje opotřebení celé řezací sestavy.
Školení operátorů zmírňuje většinu rizik první implementace. Při nastavování ovládacích prvků napětí a nastavení teploty existuje strmá křivka učení. Přepínání mezi různými směsmi pryskyřic nebo tloušťkami filmu vyžaduje rekalibraci. Pokud operátor nastaví napětí pásu příliš vysoké, fólie se natáhne a vytvoří svraštělé spoje. Důkladné školení zajišťuje, že váš tým dokáže vyřešit drobné problémy dříve, než přerostou do zdlouhavých prostojů.
Častá chyba: Operátoři často zvyšují teplotu těsnění, aby kompenzovali znečištěnou těsnicí lištu. Tento postup degraduje teflon rychleji a spálí polymer. Před úpravou nastavení teploty vždy lištu očistěte.
Oslovení výrobců zařízení vyžaduje organizovanou přípravu. Nemůžete se spoléhat na obecné požadavky, pokud očekáváte přesná doporučení strojů. Svá výrobní data musíte pečlivě připravit. Uveďte přesné metriky, které vaše zařízení požaduje. Poskytněte dodavateli své primární typy fólií, včetně specifických směsí pryskyřic. Uveďte absolutní maximální a minimální rozměry vaku, které hodláte provozovat. Nakonec uveďte svůj cílový denní výkon, abyste zajistili, že doporučená kapacita motoru odpovídá vašim potřebám propustnosti.
Hodnocení důvěryhodnosti výrobce chrání vaši kapitálovou investici. Dejte si pozor na konkrétní červené vlajky během procesu prověřování. Nejasný původ komponent signalizuje snižování nákladů. Ujistěte se, že prodejce specifikuje značky serv, PLC a pneumatických válců, které používá. Nedostatek protokolů Factory Acceptance Testing (FAT) je dalším hlavním varovným signálem. Spolehliví výrobci vždy před odesláním otestují stroj s vašimi skutečnými vzorky filmu. Nejasné záruční podmínky na životně důležité součásti, jako jsou motory a ovladače, by měly prodejce okamžitě diskvalifikovat.
Váš další krok zahrnuje strukturování formálního dotazu. Když připravíte žádost o a zakázková nabídka stroje na řezání sáčků , požadujte komplexní podrobnosti. Zajistěte, aby návrh zahrnoval přepravní logistiku, podporu instalace a konkrétní podmínky poprodejních služeb. Ujasněte si doby odezvy pro dodávky náhradních dílů, abyste zajistili svou budoucí dobu provozuschopnosti výroby.
Vysoce kvalitní uspořádání balení vyvažuje bezpečné tepelné uzavření s čistým mechanickým oddělením. Tento hybridní přístup eliminuje spojování okrajů a zároveň zaručuje vzduchotěsné uzavření pro různé druhy polymerů. Implementace správného strojního zařízení přímo zvyšuje denní propustnost vašeho zařízení a snižuje režii odpadního materiálu.
Doporučujeme kupujícím, aby upřednostnili strukturální stabilitu a integraci prémiových komponent před základními cenami. Serva, PID regulátory a robustní blade mechanismy diktují dlouhodobou spolehlivost mnohem více než počáteční úspory kapitálu. Ověřitelná podpora dodavatele a přísné testovací protokoly zajišťují vaši investici.
Posuďte svá aktuální produkční úzká místa ještě dnes. Analyzujte své problémy s napětím sítě, selhání těsnění a omezení rychlosti. Sestavte si přesné parametry SKU a obraťte se na kvalifikovaného dodavatele, který navrhne řešení odpovídající vašim přesným průmyslovým požadavkům.
Odpověď: Stroje pro řezání za tepla používají vyhřívanou čepel k současnému utěsnění a řezání fólie. To často způsobí, že se okraje otvoru lehce spojí, což ztěžuje otevření sáčku. Stroje na řezání za studena oddělují procesy. Používají vyhřívanou lištu k utěsnění dna a mechanickou, nevyhřívanou čepel pro řezání plastu, což zajišťuje čistý, snadno otevíratelný okraj.
Odpověď: Slabá těsnění nebo spálené okraje obvykle pramení z nesprávného nastavení teploty PID. Opotřebená nebo degradovaná teflonová páska přes topnou tyč také způsobuje nerovnoměrné rozložení tepla a lepení polymeru. Navíc spuštění nekonzistentního měřidla filmu způsobí, že stejné tepelné nastavení vypálí tenká místa a silná místa pod těsněním.
Odpověď: Ano, zpracování biologicky odbouratelných filmů je možné. Tyto materiály však mají mnohem užší okna tepelného zpracování než standardní PE. Rychle tají. Vyžadujete velmi přesné řízení teploty PID a potenciálně upravené těsnicí lišty, aby se zabránilo spálení nebo slepení bioplastů během cyklu.
Odpověď: Údržba kotouče do značné míry závisí na provozních hodinách a tloušťce materiálu. V nepřetržitém vysokorychlostním prostředí se standardním LDPE/HDPE čepele obvykle vyžadují ostření každé tři až šest měsíců. Zpracování silnějších filmů nebo silně pigmentovaných plastů urychluje opotřebení. Pravidelná kontrola zajišťuje čisté řezy a zabraňuje nadměrnému namáhání řezacího motoru.
