
Megtekintések: 0 Szerző: Site Editor Közzététel ideje: 2026-06-01 Eredet: Telek
A csomagolóanyagok gyártói számára a vágási és lezárási technológia megválasztása közvetlenül meghatározza a gyártási sebességet, az anyagok kompatibilitását és az élminőséget. Robusztus rendszerekre van szükség a költséges gyártási szűk keresztmetszetek elkerülése érdekében. A A forró tömítésű hidegvágó zsákkészítő gép szabványos ipari megoldásként szolgál nagy mennyiségű polimer zacskó gyártásához. Áthidalja a hézagot a termikus tömítés pontossága és a mechanikus vágási sebesség között. A vásárlóknak az alapvető definíciókon túl kell értékelniük a berendezés specifikációit. Ezt a cikket a vevő műszaki értékelési útmutatójaként fogalmazzuk meg. Felfedezi a kritikus működési mutatókat és műszaki specifikációkat. Részletesen részletezzük a szállítói szűkített listára való felvételi kritériumokat is. Megtanulja, hogyan növelik ezek a mechanizmusok a hozamot és tartják meg a szerkezeti integritást. Ez az útmutató segít sikeresen eligazodni a beszerzés bonyolultságaiban és a végrehajtási kihívásokban.
Folyamathatékonyság: A forró tömítés biztosítja az alsó/oldalsó légmentes lezárást, míg a mechanikus hidegvágás megakadályozza az élek összeolvadását és az anyag deformálódását.
Anyagegyeztetés: Optimális HDPE, LDPE és bizonyos PP fóliákhoz, ahol a termikus vágás túlzott tapadást vagy rossz élminőséget okoz.
ROI-meghajtók: A modern egységek szervo-vezérelt automatizálást és soros lyukasztást integrálnak a munka csökkentése és a percenkénti zsákok (BPM) hozamának növelése érdekében.
Beszerzési fókusz: A gép értékeléséhez igazítani kell a kívánt filmvastagságot, maximális szélességet és gyártási sebességet a gép teljesítményéhez és szerkezeti stabilitásához.
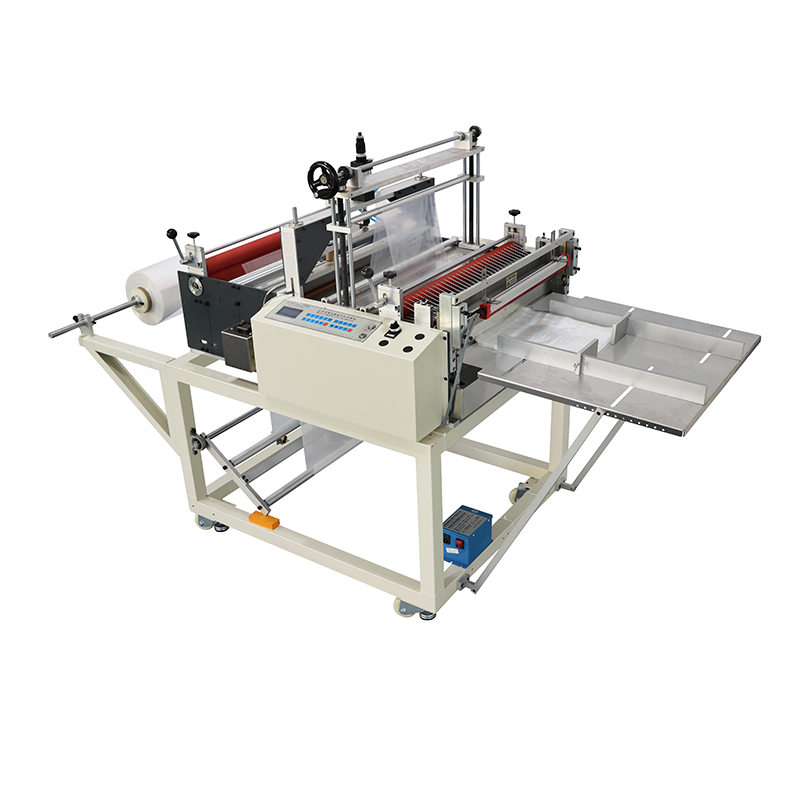
A gyártási folyamat egy erősen szinkronizált kettős hatású folyamaton alapul. Először egy fűtött réz vagy sárgaréz rúd ereszkedik le a polimer rétegekre. Ez a hőhatás egy pillanatra megolvasztja a műanyagot, és biztonságos, légmentes tömítést képez. A sárgaréz rudak egyenletesen megtartják a hőt, míg a rézrudak gyors hőátadást biztosítanak. Közvetlenül a lezárás után a film előremutatódik. Ezután egy mechanikus guillotine vagy egy forgó hidegpenge levágja a zacskót közvetlenül a tömítési vonal mellett. Ez az elválasztás további hő nélkül történik.
A melegzárás és a hidegvágás közötti szinergia megértése tisztázza annak ipari értékét. Egy hagyományos A csak termikus elválasztást használó zacskókészítő gép gyakran küzd az élösszeolvadással. A forró vágás összeolvasztja a táska nyílás széleit. A kezelők vagy a végfelhasználók ezután nehezen nyitják ki a zacskót. A hidegvágás teljesen kiküszöböli ezt a problémát. A mechanikus penge tiszta, nem ragadós élt biztosít. Garantálja, hogy a táska nyílása különálló és működőképes marad.
Az anyagok kompatibilitása határozza meg ennek a technológiának a működési korlátait. A termelési áramlás fenntartásához a hordozót a gép képességeihez kell igazítania.
Nagy sűrűségű polietilén (HDPE): Kiváló kompatibilitás. Az anyag kezeli a gyors termikus impulzusokat, és tisztán nyír a hideg pengék alatt.
Kis sűrűségű polietilén (LDPE): Nagyon alkalmas. A lágyabb anyag precíz feszültségszabályozást igényel, de gyönyörűen tömít, vetemedés nélkül.
Biológiailag lebomló fóliák: Kompatibilis, de kényes. Ezek rendkívül érzékeny hőszabályozást igényelnek az idő előtti olvadás megelőzése érdekében.
Korlátozások: A vastag fólia laminátumok vagy a nehéz zárófóliák nem felelnek meg ennek a konfigurációnak. Ehelyett speciális hanghegesztést vagy erős termikus krimpelést igényelnek.
A sikerkritériumok meghatározásához pontosan meg kell határozni azokat a gyártási problémákat, amelyekkel szembesül. Az élhegesztés miatt nagy selejtezési arányt tapasztaló létesítmények profitálnak ebből a beállításból a legtöbbet. Ha a jelenlegi melegen vágott gépei halomba tapadnak egymáshoz a zacskókat, a hidegvágó mechanizmusra való átállás megoldja a szűk keresztmetszetet. Azok a gyártók, akiknek folyamatos, nagy sebességű üzemre van szükségük termikus lehűlési periódusok nélkül, szintén azonnali teljesítménynövekedést tapasztalnak.
Fel kell mérnie a szerkezeti igényeket az alsó és oldalsó tömítések összehasonlításakor. A különböző csomagolási igények határozzák meg, hogy a tömítés hogyan kezeli a teherbírást és az esztétikai megjelenést.
Alkalmazás típusa |
Strukturális fókusz |
Gyakori használati esetek |
|---|---|---|
Alsó tömítés |
Maximális teherbírás. A tömítés a tartalom teljes súlyát elbírja. |
Nagy teherbírású ipari bélések, szemeteszsákok, mezőgazdasági zsákok. |
Oldalsó tömítés |
Esztétikus megjelenés és zökkenőmentes fenékhajtás. Előnyben részesíti a megjelenítés minőségét. |
Könnyű kiskereskedelmi csomagolás, ruházati táskák, futárposta. |
A hozam és a minőség közötti kompromisszum elemzése egy másik üzleti előnyre is rávilágít. A hidegvágás lehetővé teszi a gyors, folyamatos anyagadagolást. Nem kell megvárnia a termikus elválasztás befejeződését, mielőtt továbblép a hálóba. Ez jelentősen megnöveli a teljes áteresztőképességet. Ezzel párhuzamosan megőrzi az élek szigorú integritását. Nagy sebességű termelési mutatókat érhet el anélkül, hogy feláldozná a végtermék nyitási minőségét.
A modern berendezések fejlett mérnöki megoldásokat alkalmaznak az üzemidő maximalizálása és a hulladék mennyiségének minimalizálása érdekében. Ezen jellemzők megértése segít igazolni a tőkeráfordítást. Három alapvető technológiai fejlesztést emelünk ki, amelyek a jelenlegi gyártási szabványokat alakítják.
Szervomotor-automatizálás: A szervovezérlők nagyrészt felváltották a régi mechanikus tengelykapcsolókat. A szervomotor pontos pozícionálást és precíz indexelést biztosít. Milliméteres pontossággal tolja előre a filmet. Ez a konzisztencia csökkenti az anyagpazarlást nagy sebességnél. Elkerülheti a régebbi tengelykapcsoló-hajtású rendszerekben megszokott fokozatos hosszváltozásokat.
Integrált beépített funkciók: A másodlagos offline folyamatok kiiktatása drasztikusan javítja a befektetés megtérülését. Sok modern egység rendelkezik automatikus soros lyukasztással. Közvetlenül az elsődleges gépi cikluson belül készíthet pólótáskákat vagy vágott D-fogantyúkat. Ez a konszolidáció csökkenti a munkaerőköltségeket és felszabadítja az alapterületet.
Fénysorompó követés: Az egyedi márkájú táskáknál feltétlenül szükséges a nyomott jelek pontos követése. A fotocellás érzékelő érzékeli a grafikus regisztrációs jeleket a filmtekercsen. Valós időben állítja be a tömítési és vágási sorrendet. Ez biztosítja, hogy a fizikai vágás tökéletesen illeszkedjen a nyomtatott grafikához, megelőzve a vizuális eltolódást és a márkaromlást.
Legjobb gyakorlat: Mindig kalibrálja a fotocella érzékenységét, amikor az erősen tükröződő fóliák és a matt felületek között vált. Ennek elmulasztása nyomon követési hibákat és azonnali anyagpazarlást okoz.
A szállítói specifikációk kiértékeléséhez az elméleti maximumokon túl kell tekinteni. A gyártók gyakran ideális feltételeket írnak elő, de a valós változók megváltoztatják a teljesítményt. Meg kell határoznia a reális alapsebességet. A gyártási sebesség zsák/perc egységben (BPM) mérve nagymértékben függ a film vastagságától, a zacskó hosszától és az anyagösszetételtől.
A gyártási sebesség elvárásainak táblázata |
||
Filmvastagság (mikron) |
Anyag típusa |
Reális sebesség (BPM) |
|---|---|---|
10-20 μm |
HDPE |
250-300+ |
25 - 50 μm |
LDPE |
150-220 |
50 - 80 μm |
Kevert PE / biofilmek |
100-150 |
Nagyon fontos, hogy az SKU-követelményeket a gép szerkezeti tűréseihez igazítsa. Mérje fel a maximális szalagszélesség-kapacitást. A 600 mm-es szalaghoz épített gép meghibásodik, ha 800 mm-es tekercseket próbál futtatni. Ezenkívül ellenőrizze a mikron (μm) vastagsági kapacitást. Ha vastag fóliákat nyomnak át egy olyan gépen, amely a nehéz mérőeszközökhöz nem elegendő, az megterheli a hajtógörgőket és a vágópengét.
A hőszabályozó rendszerek egy másik kritikus dimenziót képviselnek. A szabványos termosztátok túlságosan ingadoznak a precíziós tömítéshez. Proporcionális integrált származékos (PID) hőmérséklet-szabályozókra van szüksége. A PID szabályozók folyamatosan figyelik és szabályozzák a hő mikroingadozásait. Konzisztens tömítési szilárdságot tartanak fenn anélkül, hogy a fóliát megégetnék, még nagy sebességű folyamatos futtatások során is.
Az ipari csomagológépek birtoklása előre látható kopással és szükséges karbantartással jár. Átlátható elvárásokat kell megfogalmaznia a fogyó- és kopóalkatrészekkel kapcsolatban. Teflon szalag borítja a fűtőelemet, hogy megakadályozza a műanyag rátapadását a fémrúdra. Ez a szalag állandó súrlódás és hő hatására lebomlik. Valószínűleg hetente cseréli a teflonszalagokat a hét minden napján, 24 órában. Maguk a fűtőelemek több hónap alatt lebomlanak, és rendszeres cserét igényelnek, hogy elkerüljék a hideg foltok kialakulását a tömítés mentén.
A penge kalibrálása jelentős működési kockázatot jelent. A mechanikus guillotine-nak vagy a forgó hidegpengének borotvaélesnek és tökéletesen beállítottnak kell maradnia. A rossz pengekalibrálás szaggatott éleket, hiányos vágásokat és összetapadt tasakokat eredményez. A rutin élezést ütemeznie kell. A tompa pengével való munkavégzés erősebb munkára kényszeríti a motort, ami felgyorsítja a teljes vágóegység kopását.
Az üzemeltetői képzés csökkenti a legtöbb első napos bevezetési kockázatot. Meredek tanulási görbe lép fel a feszültségszabályzók és a hőmérséklet-beállítások beállításakor. A különböző gyantakeverékek vagy filmvastagságok közötti váltás újrakalibrálást igényel. Ha a kezelő túl magasra állítja a szalagfeszességet, a fólia megnyúlik, és gyűrött tömítéseket hoz létre. Az alapos képzés biztosítja, hogy csapata el tudja hárítani a kisebb problémákat, mielőtt azok hosszadalmas leállásokká fajulnának.
Gyakori hiba: A kezelők gyakran növelik a tömítési hőmérsékletet, hogy kompenzálják a szennyezett tömítőrudat. Ez a gyakorlat gyorsabban lebontja a teflont, és elégeti a polimert. A hőbeállítások beállítása előtt mindig tisztítsa meg a rudat.
A berendezésgyártók megközelítése szervezett felkészülést igényel. Nem hagyatkozhat általános kérésekre, ha pontos gépi ajánlásokat vár el. A termelési adatokat gondosan elő kell készítenie. Részletesen adja meg a létesítménye által igényelt pontos mutatókat. Adja meg az eladónak az elsődleges fóliatípusait, beleértve a speciális gyantakeverékeket. Sorolja fel a futtatni kívánt táska abszolút maximális és minimális méretét. Végül adja meg a napi célteljesítményt, hogy az ajánlott motorkapacitás megfeleljen az átviteli szükségleteinek.
A gyártó megbízhatóságának értékelése megvédi tőkebefektetését. Ügyeljen az egyes piros zászlókra az ellenőrzési folyamat során. Az alkatrészek homályos eredete költségcsökkentést jelez. Győződjön meg arról, hogy az eladó megadja az általuk használt szervók, PLC-k és pneumatikus hengerek márkáját. A gyári átvételi tesztelési (FAT) protokollok hiánya egy másik fontos figyelmeztető jel. A megbízható gyártók mindig tesztelik a gépet a tényleges filmmintákkal a szállítás előtt. A létfontosságú alkatrészek, például a motorok és a vezérlők nem egyértelmű garanciális feltételei azonnal kizárják az eladót.
A következő lépés egy formális vizsgálat felépítése. Amikor elkészít egy kérelmet a egyedi táskavágó gép árajánlat , átfogó részleteket igényel. Győződjön meg arról, hogy az ajánlat tartalmazza a szállítási logisztikát, a telepítési támogatást és a konkrét értékesítés utáni szolgáltatási feltételeket. Tisztázza a pótalkatrészek szállításának válaszidejét, hogy megóvja a jövőbeni gyártási időt.
A kiváló minőségű csomagolás egyensúlyban tartja a biztonságos termikus zárást a tiszta mechanikai elválasztással. Ez a hibrid megközelítés kiküszöböli az élek összeolvadását, miközben garantálja a légmentes elszigetelést a különböző polimerminőségeknél. A megfelelő gépek alkalmazása közvetlenül növeli a létesítmény napi áteresztőképességét, és csökkenti a selejtezési költségeket.
Azt tanácsoljuk a vásárlóknak, hogy a szerkezeti stabilitást és a prémium alkatrészek integrációját részesítsék előnyben az alapárakkal szemben. A szervók, a PID vezérlők és a robusztus pengemechanizmusok sokkal inkább a hosszú távú megbízhatóságot diktálják, mint a kezdeti tőkemegtakarítás. Ellenőrizhető szállítói támogatás és szigorú tesztelési protokollok biztosítják a befektetést.
Mérje fel jelenlegi termelési szűk keresztmetszeteit még ma. Elemezze a webfeszültséggel kapcsolatos problémákat, a tömítési hibákat és a sebességkorlátozásokat. Állítsa össze a pontos SKU-paramétereket, és forduljon egy képzett beszállítóhoz, hogy megtervezze az Ön pontos ipari követelményeinek megfelelő megoldást.
V: A melegvágó gépek fűtött pengét használnak a film egyidejű lezárására és vágására. Ez gyakran azt okozza, hogy a nyílás szélei kissé összeolvadnak, ami megnehezíti a zacskó kinyitását. A hidegvágó gépek szétválasztják a folyamatokat. Fűtött rudat használnak az aljának tömítésére és mechanikus, fűtetlen pengével a műanyag vágására, biztosítva a tiszta, könnyen nyitható élt.
V: A gyenge tömítések vagy kiégett élek általában a helytelen PID hőmérséklet-beállításokból erednek. A fűtőrúd felett elhasználódott vagy leromlott teflonszalag szintén egyenetlen hőeloszlást és polimer tapadást okoz. Ezenkívül az inkonzisztens fóliamérő futtatása ugyanazt a hőbeállítást eredményezi a vékony foltok és a tömítés alatti vastag foltok égetésében.
V: Igen, a biológiailag lebomló filmek feldolgozása lehetséges. Ezek az anyagok azonban sokkal szűkebb hőkezelési ablakokkal rendelkeznek, mint a szabványos PE. Gyorsan elolvadnak. Rendkívül pontos PID hőmérséklet-szabályozásra és potenciálisan módosított tömítőrudakra van szükség, hogy megakadályozzák a bioműanyagok égését vagy letapadását a ciklus során.
V: A penge karbantartása nagymértékben függ az üzemóráktól és az anyagvastagságtól. Folyamatos, nagy sebességű, szabványos LDPE/HDPE-t futtató környezetben a pengék jellemzően három-hat havonta élezést igényelnek. Vastagabb filmek vagy erősen pigmentált műanyagok feldolgozása felgyorsítja a kopást. A rendszeres ellenőrzés biztosítja a tiszta vágásokat és megakadályozza a vágómotor túlzott igénybevételét.
