
Vizualizări: 0 Autor: Editor site Ora publicării: 2026-06-08 Origine: Site
Producătorii se luptă constant cu plafonul vitezei de producție. Scalarea ieșirii înseamnă de obicei împingerea echipamentului la limitele sale. Când vitezele cresc, înregistrarea tăierilor alunecă adesea și cheltuielile cu scule cresc vertiginos. Această dinamică creează un blocaj operațional sever. Rezolvarea necesită o privire mai atentă asupra echipamentului dvs. de tăiere.
Alegerea dintre tehnologiile de tăiere implică principii mecanice distincte, potrivite pentru aplicații complet diferite. Ambele metode taie substraturi. Cu toate acestea, mecanismele lor de bază gestionează diferite volume de producție, proprietăți ale materialelor și toleranțe de precizie în mod diferit. Alegerea prost dăunează direct producției și umflă fluxurile de deșeuri. Aveți nevoie de utilaje aliniate cu obiectivele dvs. specifice de producție.
Acest ghid oferă o comparație tehnică și financiară a sistemelor de tăiere grele. Managerii de operațiuni și cumpărătorii de instalații vor descoperi criterii acționabile pentru a evalua în mod obiectiv utilajele. Veți învăța cum să alegeți soluția optimă pentru linia dvs. de producție sau ambalare.
Mașinile de tăiat cu matriță excelează la producția de mare viteză și volum mare de forme complexe, cu mai multe axe, dar necesită investiții inițiale mai mari în scule.
O mașină de tăiat cu perforare oferă o precizie superioară pentru tăieturi repetitive, localizate (cum ar fi găurile, fantele sau potrivirea contururilor), adesea cu costuri mai mici de scule și schimbări mai rapide.
Pentru benzile sau materialele preimprimate care necesită o aliniere exactă a graficului la tăiere, o mașină de tăiat cu perforare în poziția ochiului minimizează erorile de înregistrare și risipa de material.
Selectarea unei soluții personalizate de mașină de tăiat cu perforare este adesea necesară atunci când aveți de-a face cu grosimi de materiale nestandard, laminate cu mai multe straturi sau integrări proprietare ale fluxului de lucru.
Echipele de operațiuni trebuie să evalueze upgrade-urile mecanice prin criterii stricte de succes. Alegerea dintre tehnologiile de tăiere cu matriță și perforare se bazează în mare măsură pe înțelegerea blocajelor de bază ale producției. Managerii de unități ar trebui să-și auditeze liniile pentru a descoperi sursele reale de ineficiență.
Analizați impactul financiar al matrițelor cu reguli de oțel personalizate față de seturile standard de poanson și matrițe. Luați în considerare o serie de producție tipică care se întinde între 10.000 și 100.000 de unități. Matrițele din oțel se degradează în timp. Frecvența lor de înlocuire adaugă o supraîncărcare semnificativă la volumele mari. Alternativ, seturile standard de perforare oferă durabilitate extinsă. Ele supraviețuiesc adesea matrițelor convenționale atunci când procesează substraturi dense. Evaluarea acestor cheltuieli cu sculele ciclului de viață ajută la justificarea investițiilor inițiale de capital.
Precizia înregistrării servește ca o altă măsură critică de performanță. Liniile de producție solicită adesea niveluri de toleranță admisibile de până la +/- 0,1 mm. Schimbările de material în timpul alimentării continue compromit în mod obișnuit aceste toleranțe. Chiar și o alunecare microscopică vă afectează drastic randamentul final. Identificarea cât de multă derive laterală permite configurația dvs. actuală vă va ghida selecția echipamentului.
În cele din urmă, evaluați nevoile dvs. de integrare a fluxului de lucru. Stabiliți dacă obiectivul dvs. este procesarea inline sau finalizarea offline. Sistemele inline alimentate cu web necesită control sincronizat al tensiunii. Configurațiile offline alimentate cu foi necesită protocoale precise de manipulare a materialelor. Mai mult, luați în considerare modul în care amprenta mașinii propusă se potrivește constrângerilor existente ale instalației. Spațiile înguste ale podelei ar putea limita adoptarea sistemelor mari de matrițe rotative.
Mașinile de tăiat cu matriță domină sectoarele de conversie de mare volum. Acestea funcționează folosind două cadre mecanice primare: plat și rotativ. Sistemele cu plată utilizează presiunea hidraulică pentru a presa o matriță din oțel în substrat. Sistemele rotative au matrițe cilindrice care se rotesc la viteze mari. Ambele metode zdrobesc materialul de o nicovală întărită pentru a separa forma dorită.
Aceste mașini demonstrează puteri masive în medii cu volum mare. Ei excelează la tăierea rapidă a geometriilor complexe. În plus, pot tăia, încreți și perfora simultan materiale într-o singură trecere. Această multifuncționalitate eficientizează în mod semnificativ producția de ambalaje. Plierea cutiei și fabricarea cartonului se bazează în mare măsură pe aceste operațiuni simultane.
Cu toate acestea, realitățile de implementare prezintă provocări distincte. Întreținerea și înlocuirea frecventă a matrițelor rămân inevitabile. Lamele de tăiere se tocesc rapid la prelucrarea substraturilor abrazive. Operatorii trebuie să monitorizeze ascuțirea lamei pentru a preveni uzura marginilor pe produsele finite.
Timpii de configurare reprezintă, de asemenea, un obstacol major. Efectuarea unui 'make-ready' necesită operatori cu înaltă calificare. Acestea trebuie să ajusteze nivelurile de presiune cu meticulozitate pentru a asigura tăieturi uniforme pe toată lățimea benzii. Aceste ajustări consumă ore valoroase de producție. Mai mult, adaptarea la schimbările bruște de design se întâmplă lent. Fabricarea matrițelor fizice implică timpi considerabili de livrare. Nu puteți pivota cu ușurință o linie de producție atunci când așteptați ca furnizorii externi să livreze o nouă placă de matriță din oțel.
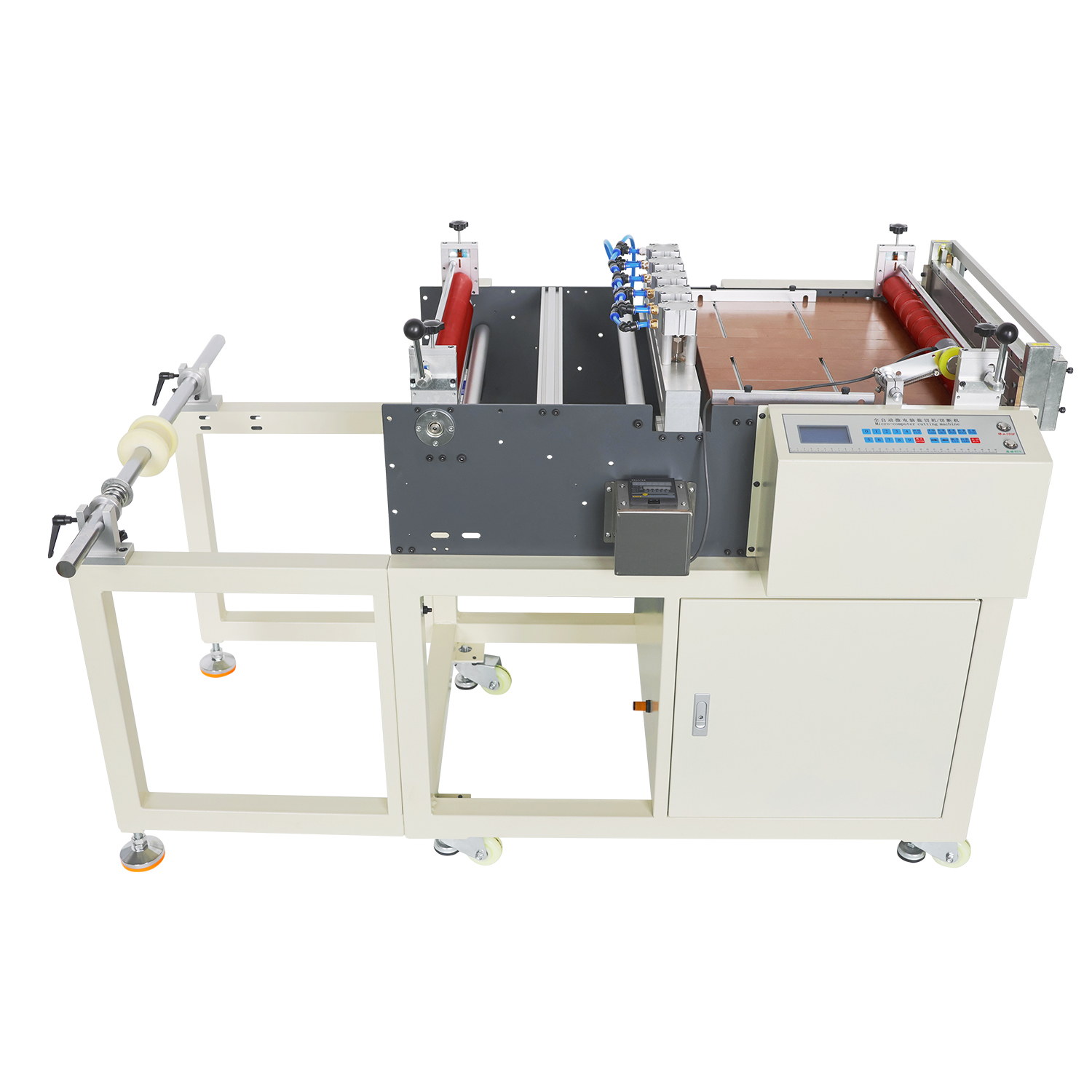
O Mașina de tăiat perforat se bazează pe principii mecanice distincte. Utilizează un mecanism de perforare asortată masculin-femeie. Mașina conduce o unealtă călită în jos într-o matriță inferioară precisă. Această acțiune aplică forța de forfecare verticală mai degrabă decât presiunea de strivire. Substratul se forfecă curat între toleranțele strânse ale sculelor de sus și de jos.
Acest mecanism de forfecare verticală deblochează aplicații de înaltă precizie. Se dovedește cu mult superioară pentru manipularea materialelor groase. Substraturile rigide rezistă acțiunii de strivire a mașinilor de tăiere standard. Păstrând foarfecele prin ele fără efort. Industriile care produc comutatoare cu membrană, etichete RFID și garnituri pentru automobile favorizează în mare măsură această tehnologie. Garantează plasarea precisă a găurilor fără a deforma materialul din jur.
Rentabilitatea investiției în scule este foarte favorabilă aici. Poansonele din oțel călit se laudă cu o longevitate excepțională. Ele rezistă la milioane de cicluri înainte de a necesita întreținere. În plus, procesul de schimb are loc rapid. Operatorii pot schimba rapid componentele individuale de perforare în comparație cu înlocuirea plăcilor de matriță masive, la scară largă. Această modularitate reduce timpul de nefuncționare la schimbare.
Fabricarea avansată necesită o aliniere impecabilă. Un Mașina de tăiat cu perforare în poziția ochilor integrează tehnologia senzorilor optici pentru a realiza acest lucru. Aceste sisteme folosesc camere CCD sau senzori fotoelectrici. Senzorii urmăresc mărcile de înregistrare preimprimate pe web-ul materialului primit.
Odată ce senzorul identifică un semn, reglarea dinamică preia controlul. Aparatul compensează activ întinderea benzii. De asemenea, corectează deplasarea tipăririi de-a lungul axelor X și Y înainte de a iniția fiecare perforare. Motoarele micro-pas muta materialul în poziția exactă necesară instantaneu.
Acest proces de înregistrare optică conduce la o reducere masivă a deșeurilor. Configurațiile standard de tăiere cu avans oarbă suferă frecvent de un defect de „derivere”. Materialul se îndepărtează ușor, distrugând mii de unități. În mod cuantificabil, urmărirea vizuală activă previne complet această deriva. Se asigură că graficul se aliniază perfect cu tăierea fizică de fiecare dată.
Compararea acestor tehnologii cap la cap necesită să privim dincolo de specificațiile brute. Trebuie să traduceți caracteristicile mecanice în rezultate comerciale tangibile. Viteza de producție și timpul de configurare reprezintă primul compromis major.
Matricele rotative asigură o ieșire continuă, neîntreruptă. Cilindrii lor care se rotesc procesează materialele din bandă la viteze incredibile. Cu toate acestea, configurarea acelor cilindri rotativi necesită timp și efort substanțial. Dimpotrivă, setările presei cu poanson funcționează la cicluri mai lente pe minut. Ei procesează materialele pas cu pas. Cu toate acestea, oferă configurații configurabile rapid. Recuperați viteza de rulare pierdută prin schimbări mai rapide de lucru.
Compatibilitatea materialelor dictează alegerea ideală a mașinii. Unele substraturi eșuează în mod inerent în anumite metode de tăiere.
Tehnologie |
Tipuri de materiale ideale |
Caracteristici de performanță |
|---|---|---|
Taiere cu matriță |
Carton, carton ondulat, materiale plastice subțiri, etichete adezive |
Zdrobește și separă eficient fibrele. Predispus la zdrobire de margini pe articole groase. |
Lovitură de pumni |
Materiale plastice dense, laminate multistrat, metale, textile industriale |
Foarfece curat, fără denaturarea materialului. Menține integritatea găurii interne. |
Practicile de scalabilitate și întreținere diferă extrem de mult între cele două sisteme. Comparați cerințele ciclului de viață de ascuțire a poansonelor față de matrițele de redirecționare. Menținerea unui pumn implică șlefuirea unei suprafețe plane înapoi la o margine ascuțită. Acest lucru se întâmplă rapid. Reglarea unei plăci de matriță necesită îndoirea noilor lame de oțel și fixarea lor în fante din lemn sau metalice. Trebuie să evaluați timpul de nefuncționare al instalației necesar pentru fiecare ciclu de întreținere specific.
Implementarea de noi echipamente industriale introduce riscuri operaționale. Managerii de unități trebuie să planifice curbele de adoptare a operatorilor. Gestionarea calibrării senzorilor digitali pe sistemele de poziție a ochilor necesită cunoștințe tehnice. Lucrătorii trebuie să înțeleagă focalizarea camerei, setările de contrast și interfețele digitale. Între timp, mașinile de tăiere tradiționale se bazează pe ajustări mecanice ale presiunii. Acestea necesită o „simțire” fizică dezvoltată de-a lungul anilor de operare manuală. Tranziția personalului între aceste paradigme necesită programe de formare structurate.
Greșeală obișnuită: Nerespectarea factorilor de mediu deseori deraiează lansarea noilor echipamente. Generarea de praf are un impact puternic asupra senzorilor optici. Managerii unității trebuie să instaleze aspiratoare de extracție adecvate. Materialele groase suferă frecvent riscuri de strivire a muchiei dacă tonajul este calibrat incorect. În plus, acumularea de electricitate statică are loc în timpul rulărilor de mare viteză cu benzi sintetice. Trebuie să instalați bare antistatice pentru a preveni blocajele de material.
Fiabilitatea furnizorului joacă un rol decisiv în succesul pe termen lung. Subliniați importanța evaluării capabilităților de asistență OEM. Verificați disponibilitatea pieselor, în special pentru senzori specializați și poansonuri de schimb personalizate. Asigurați-vă că utilajul respectă standardele stricte de siguranță industrială. Căutați conformitatea documentată OSHA în America de Nord sau directivele CE în Europa. Apărarea inadecvată a mașinii creează riscuri severe de răspundere.
Mașinile standard nu pot rezolva orice provocare de producție. Uneori, echipamentele disponibile nu îndeplinesc parametrii unici de producție. Identificarea factorilor declanșatori pentru o construcție personalizată economisește timp și capital. Declanșatoarele includ lățimi de bandă nestandard care depășesc dimensiunile standard ale plăcilor. Comportamentele unice ale materialelor, cum ar fi elasticitatea extremă sau expansiunea termică severă, necesită, de asemenea, sisteme de manipulare adaptate. Integrarea proprie în linie necesită protocoale de comunicare specializate.
Când apar aceste declanșatoare, trebuie să specificați a soluție personalizată pentru mașină de tăiat perforat . O definire adecvată a domeniului asigură că furnizorul oferă exact ceea ce are nevoie linia dvs. Utilizați un cadru structurat pentru comunicarea cu echipele de inginerie.
Oferiți furnizorilor acest cadru de acoperire exact:
Trimiteți mostre exacte de materiale: trimiteți materiale de calitate, nu prototipuri. Definiți timpii exacti necesari de ciclu și marjele permise pentru deșeuri.
Definiți punctele de integrare: subliniați modul în care mașina primește și scoate materialul. Specificați cerințele pentru derularea automată, îndepărtarea matricei deșeurilor și stivuirea pieselor finite.
Stabiliți criterii de testare: Creați protocoale riguroase de testare a acceptării în fabrică (FAT). Bazați aceste teste pe cerințele dvs. specifice de toleranță. Nu vă deconectați până când aparatul nu deține înregistrarea la viteza maximă de producție.
Documentația clară accelerează procesul de inginerie personalizată. Previne neînțelegerile privind controlul tensiunii și jocul sculei.
Selectarea tehnologiei optime de tăiere depinde de o regulă fundamentală. Alegeți matrițarea pentru generarea de forme de volum mare acolo unde domină geometriile complexe, cu mai multe axe. Alegeți mașini de perforare pentru precizie, durabilitate a sculei și înregistrare exactă pe tăieturi localizate. Înțelegerea acestei diviziuni de bază previne alinierea greșită a echipamentelor costisitoare.
Vă recomandăm efectuarea unui audit intern strict. Examinați-vă jurnalele deșeurilor de producție în ultimele trei luni. Determinați dacă deviația de înregistrare sau întreținerea excesivă a sculelor reprezintă principala pierdere de profit. Datele vor evidenția exact ce modernizare mecanică necesită instalația dvs.
Nu te mai baza pe presupuneri. Solicitați o consultație de testare a materialelor astăzi. Cereți furnizorului dvs. de echipamente să efectueze o rulare pilot folosind substraturile dvs. exacte. Vederea directă a calității tăieturii fizice garantează o decizie de achiziție încrezătoare, bazată pe date.
R: Durata de viață a sculelor depinde în mare măsură de densitatea materialului și de numărul de lovituri zilnice. Poansonele din oțel călit suportă cu ușurință milioane de cicluri înainte de a necesita o ascuțire standard. Dimpotrivă, oțel-rugla se șterge mult mai rapid, necesitând adesea înlocuirea lamei după câteva sute de mii de amprente, în special atunci când se prelucrează substraturi abrazive.
R: Da, dar necesită upgrade-uri optice specializate. Senzorii fotoelectrici standard se luptă cu strălucirea ridicată sau cu transparența. Instalațiile trebuie să utilizeze mărci de înregistrare contrastante și, eventual, să facă upgrade la sisteme avansate de camere CCD cu ultrasunete sau polarizate pentru a depăși aceste limitări specifice ale senzorului în mod fiabil.
R: Implementarea echipamentelor personalizate necesită de obicei o perioadă de timp de 8 până la 16 săptămâni. Acest program realist acoperă proiectarea inițială de inginerie, prelucrarea precisă a componentelor, testarea riguroasă de acceptare din fabrică (FAT), transportul și instalarea finală a instalației cu pregătire pentru operator.
A: Da. Multe medii avansate de producție utilizează sisteme hibride. Aceste setări au modularitate inline. O bandă de producție poate trece printr-o stație de matriță rotativă pentru modelarea complexă a perimetrului, urmată imediat de o stație de perforare de precizie pentru a extrage găurile interne exacte.
