
Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 08.06.2026 Herkunft: Website
Hersteller kämpfen ständig mit der Obergrenze der Produktionsgeschwindigkeit. Die Skalierung der Leistung bedeutet in der Regel, die Ausrüstung an ihre Grenzen zu bringen. Wenn die Geschwindigkeit steigt, kommt es häufig zu Abweichungen bei der Schnittregistrierung und die Werkzeugkosten steigen sprunghaft an. Diese Dynamik führt zu einem schwerwiegenden betrieblichen Engpass. Um das Problem zu lösen, ist ein genauerer Blick auf Ihre Schneidausrüstung erforderlich.
Die Wahl zwischen Schneidtechnologien erfordert unterschiedliche mechanische Prinzipien, die für völlig unterschiedliche Anwendungen geeignet sind. Beide Methoden schneiden Substrate durch. Ihre Kernmechanismen gehen jedoch unterschiedlich mit unterschiedlichen Produktionsmengen, Materialeigenschaften und Präzisionstoleranzen um. Eine schlechte Wahl schadet direkt Ihrem Ertrag und erhöht die Abfallströme. Sie benötigen Maschinen, die auf Ihre spezifischen Produktionsziele abgestimmt sind.
Dieser Leitfaden bietet einen technischen und finanziellen Vergleich von Hochleistungsschneidsystemen. Betriebsleiter und Einkäufer von Anlagen werden umsetzbare Kriterien zur objektiven Bewertung von Maschinen entdecken. Sie erfahren, wie Sie die optimale Lösung für Ihre spezifische Fertigungs- oder Verpackungslinie auswählen.
Stanzmaschinen zeichnen sich durch die Hochgeschwindigkeitsproduktion komplexer, mehrachsiger Formen in großen Stückzahlen aus, erfordern jedoch höhere Vorabinvestitionen in die Werkzeugausstattung.
Eine Stanz-Schneidemaschine bietet eine überlegene Genauigkeit für sich wiederholende, örtliche Schnitte (wie Löcher, Schlitze oder Konturanpassungen), oft bei geringeren Werkzeugkosten und schnelleren Umrüstungen.
Bei vorgedruckten Bahnen oder Materialien, die eine exakte Ausrichtung von Grafik und Schnitt erfordern, minimiert eine Stanz- und Schneidemaschine mit Augenposition Registrierungsfehler und Materialverschwendung.
Die Auswahl einer kundenspezifischen Stanz- und Schneidemaschinenlösung ist häufig erforderlich, wenn es um nicht standardmäßige Materialstärken, mehrschichtige Laminate oder proprietäre Workflow-Integrationen geht.
Betriebsteams müssen mechanische Upgrades anhand strenger Erfolgskriterien bewerten. Die Wahl zwischen Stanz- und Stanztechnologien hängt stark davon ab, dass Sie Ihre grundlegenden Produktionsengpässe verstehen. Facility Manager sollten ihre Linien prüfen, um die tatsächlichen Ursachen der Ineffizienz aufzudecken.
Analysieren Sie die finanziellen Auswirkungen von kundenspezifischen Stahlmaßstäben im Vergleich zu Standard-Stanz- und Matrizensätzen. Stellen Sie sich einen typischen Produktionslauf vor, der 10.000 bis 100.000 Einheiten umfasst. Stahlstanzformen nutzen sich mit der Zeit ab. Ihre Austauschhäufigkeit führt bei großen Volumina zu einem erheblichen Mehraufwand. Alternativ bieten Standard-Stempelsätze eine längere Haltbarkeit. Bei der Verarbeitung dichter Substrate überdauern sie häufig herkömmliche Matrizen. Die Bewertung dieser Werkzeugkosten über den gesamten Lebenszyklus hilft dabei, anfängliche Kapitalinvestitionen zu rechtfertigen.
Die Registrierungsgenauigkeit ist ein weiterer wichtiger Leistungsindikator. Produktionslinien verlangen oft zulässige Toleranzwerte von nur +/- 0,1 mm. Materialverschiebungen während der kontinuierlichen Zufuhr beeinträchtigen diese Toleranzen regelmäßig. Selbst ein mikroskopischer Ausrutscher wirkt sich drastisch auf Ihren Endertrag aus. Die Ermittlung des seitlichen Drifts, den Ihr aktuelles Setup zulässt, wird Ihnen bei der Auswahl Ihrer Ausrüstung helfen.
Bewerten Sie abschließend Ihre Anforderungen an die Workflow-Integration. Bestimmen Sie, ob Ihr Ziel die Inline-Verarbeitung oder die Offline-Verarbeitung ist. Inline-Systeme mit Bahnzuführung erfordern eine synchronisierte Spannungsregelung. Offline-Einrichtungen mit Bogenzuführung erfordern präzise Materialhandhabungsprotokolle. Überlegen Sie außerdem, wie die vorgeschlagene Maschinenfläche zu den Einschränkungen Ihrer bestehenden Anlage passt. Beengte Bodenflächen könnten den Einsatz großer Rotationsdüsensysteme einschränken.
Stanzmaschinen dominieren die hochvolumigen Verarbeitungssektoren. Sie arbeiten mit zwei primären mechanischen Rahmenwerken: Flachbett und Rotation. Flachbettsysteme nutzen hydraulischen Druck, um eine Stahlstanzform in das Substrat zu drücken. Rotationssysteme verfügen über zylindrische Matrizen, die sich mit hoher Geschwindigkeit drehen. Bei beiden Methoden wird das Material gegen einen gehärteten Amboss zerkleinert, um die gewünschte Form zu erhalten.
Diese Maschinen zeigen enorme Stärken in Umgebungen mit hohem Volumen. Sie zeichnen sich durch das schnelle Schneiden komplexer Geometrien aus. Darüber hinaus können sie Materialien in einem Durchgang gleichzeitig schneiden, rillen und perforieren. Diese Multifunktionalität rationalisiert die Verpackungsproduktion erheblich. Das Falten von Kartons und die Kartonherstellung sind stark auf diese gleichzeitigen Vorgänge angewiesen.
Die Umsetzungsrealität stellt jedoch besondere Herausforderungen dar. Eine häufige Wartung und ein Austausch der Matrizen sind weiterhin unvermeidbar. Bei der Bearbeitung abrasiver Untergründe werden die Schneidmesser schnell stumpf. Bediener müssen die Klingenschärfe überwachen, um ein Ausfransen der Kanten an fertigen Produkten zu verhindern.
Auch die Rüstzeiten stellen eine große Hürde dar. Die Durchführung einer „Vorbereitung“ erfordert hochqualifizierte Bediener. Sie müssen den Druck sorgfältig anpassen, um gleichmäßige Schnitte über die gesamte Bahnbreite zu gewährleisten. Diese Anpassungen verschlingen wertvolle Produktionsstunden. Darüber hinaus erfolgt die Anpassung an plötzliche Designänderungen nur langsam. Die Herstellung physischer Formen ist mit erheblichen Vorlaufzeiten verbunden. Sie können eine Produktionslinie nicht einfach umstellen, wenn Sie darauf warten, dass externe Lieferanten ein neues Stanzbrett mit Stahlband liefern.
A Die Stanz- und Schneidemaschine basiert auf deutlich unterschiedlichen mechanischen Prinzipien. Es nutzt einen passenden männlichen und weiblichen Stanzmechanismus. Die Maschine treibt ein gehärtetes Werkzeug nach unten in eine präzise untere Matrize. Bei dieser Aktion wird eher eine vertikale Scherkraft als ein Quetschdruck ausgeübt. Das Substrat lässt sich zwischen den engen Toleranzen der Ober- und Unterwerkzeuge sauber scheren.
Dieser vertikale Schermechanismus ermöglicht hochpräzise Anwendungen. Es erweist sich bei der Handhabung dicker Materialien als deutlich überlegen. Starre Substrate widerstehen der Quetschwirkung von Standard-Stanzern. Müheloses Durchstanzen mit einer Schere. Branchen, die Membranschalter, RFID-Tags und Automobildichtungen herstellen, bevorzugen diese Technologie stark. Es garantiert eine präzise Lochplatzierung, ohne das umgebende Material zu verziehen.
Der Return on Investment für Werkzeuge ist hier sehr günstig. Stempel aus gehärtetem Stahl zeichnen sich durch eine außergewöhnliche Langlebigkeit aus. Sie überstehen Millionen von Zyklen, bevor sie gewartet werden müssen. Darüber hinaus erfolgt der Austauschprozess schnell. Bediener können einzelne Stanzkomponenten schnell austauschen, verglichen mit dem Austausch massiver, vollwertiger Stanzplatten. Diese Modularität reduziert die Ausfallzeiten beim Umrüsten.
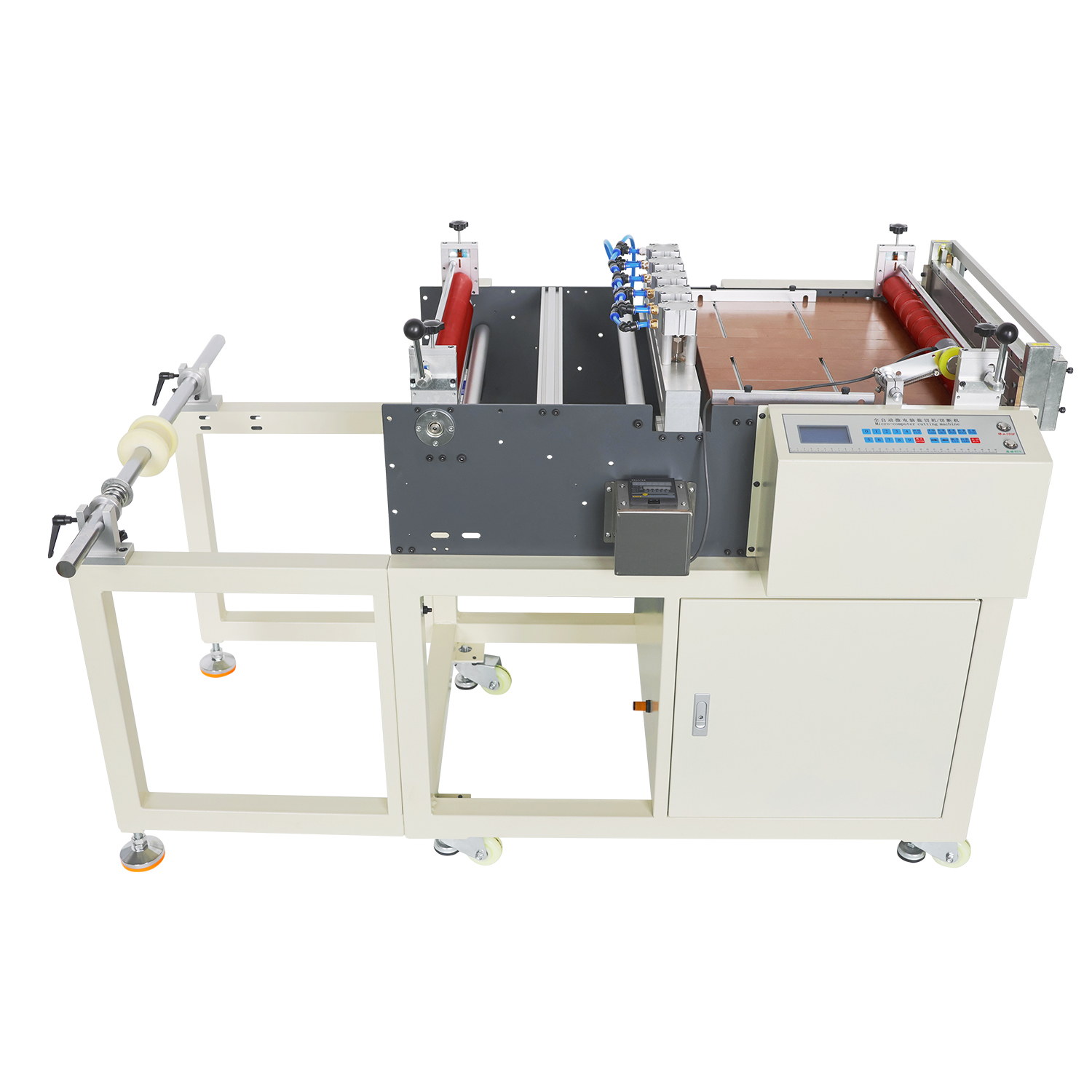
Fortschrittliche Fertigung erfordert eine einwandfreie Ausrichtung. Ein Um dies zu erreichen, integriert die Eye Position Punching Cutting Machine optische Sensortechnologie. Diese Systeme nutzen CCD-Kameras oder fotoelektrische Sensoren. Die Sensoren erfassen vorgedruckte Passermarken auf der einlaufenden Materialbahn.
Sobald der Sensor eine Markierung erkennt, übernimmt die dynamische Anpassung. Die Maschine gleicht Bahndehnungen aktiv aus. Es korrigiert auch die Druckabweichung entlang der X- und Y-Achse vor jedem Stanzvorgang. Mikroschrittmotoren verschieben das Material sofort in die exakt gewünschte Position.
Dieser optische Registrierungsprozess führt zu einer massiven Abfallreduzierung. Bei Standard-Blindvorschub-Schneidanlagen kommt es häufig zu einem „Drift“-Defekt. Das Material wandert leicht vom Weg ab und zerstört Tausende von Einheiten. Quantitativ verhindert aktives visuelles Tracking diese Drift vollständig. Es stellt sicher, dass die Grafik jedes Mal perfekt mit dem physischen Schnitt übereinstimmt.
Ein direkter Vergleich dieser Technologien erfordert einen Blick über die bloßen Spezifikationen hinaus. Sie müssen mechanische Merkmale in greifbare kommerzielle Ergebnisse umsetzen. Produktionsgeschwindigkeit und Rüstzeit stellen den ersten großen Kompromiss dar.
Rotationsmatrizen sorgen für eine kontinuierliche, ununterbrochene Produktion. Ihre Spinnzylinder verarbeiten Bahnmaterialien mit unglaublicher Geschwindigkeit. Die Konfiguration dieser Drehzylinder ist jedoch mit erheblichem Zeit- und Arbeitsaufwand verbunden. Umgekehrt arbeiten Stanzpressen mit langsameren Zyklen pro Minute. Sie verarbeiten Materialien Schritt für Schritt. Dennoch bieten sie schnell konfigurierbare Setups. Sie gewinnen die verlorene Laufgeschwindigkeit durch schnellere Auftragswechsel wieder zurück.
Die Materialkompatibilität bestimmt die ideale Wahl der Maschine. Einige Substrate versagen bei bestimmten Schneidmethoden von Natur aus.
Technologie |
Ideale Materialtypen |
Leistungsmerkmale |
|---|---|---|
Stanzen |
Pappe, Wellpappe, dünne Kunststoffe, Klebeetiketten |
Zerkleinert und trennt Fasern effektiv. Anfällig für Kantenquetschungen bei dicken Gegenständen. |
Stanzen |
Dichte Kunststoffe, mehrschichtige Laminate, Metalle, Industrietextilien |
Sauberes Scheren ohne Materialverzerrung. Bewahrt die Integrität der inneren Löcher. |
Skalierbarkeit und Wartungspraktiken unterscheiden sich zwischen den beiden Systemen erheblich. Vergleichen Sie die Lebenszyklusanforderungen beim Schärfen von Stempeln mit den Anforderungen beim Schärfen von Matrizen. Um einen Schlag zu erhalten, muss eine flache Oberfläche wieder scharf geschliffen werden. Das geht schnell. Um ein Stanzbrett neu auszurichten, müssen neue Stahlklingen gebogen und in Holz- oder Metallschlitze eingepasst werden. Sie müssen die für jeden einzelnen Wartungszyklus erforderliche Ausfallzeit der Anlage bewerten.
Der Einsatz neuer Industrieanlagen birgt Betriebsrisiken. Facility Manager müssen die Akzeptanzkurven der Betreiber einplanen. Die Verwaltung der digitalen Sensorkalibrierung an Augenpositionssystemen erfordert technische Kenntnisse. Mitarbeiter müssen Kamerafokus, Kontrasteinstellungen und digitale Schnittstellen verstehen. Herkömmliche Stanzmaschinen sind hingegen auf mechanische Druckanpassungen angewiesen. Sie erfordern ein physisches „Gefühl“, das sich durch jahrelange manuelle Bedienung entwickelt hat. Der Übergang des Personals zwischen diesen Paradigmen erfordert strukturierte Schulungsprogramme.
Häufiger Fehler: Die Nichtberücksichtigung von Umweltfaktoren führt häufig dazu, dass die Einführung neuer Geräte zum Scheitern verurteilt ist. Die Staubentwicklung beeinträchtigt optische Sensoren stark. Facility Manager müssen geeignete Absaugsauger installieren. Bei dicken Materialien besteht häufig die Gefahr von Kantenquetschungen, wenn die Tonnage falsch kalibriert ist. Darüber hinaus kommt es bei Hochgeschwindigkeitsläufen mit synthetischen Bahnen zu einer Ansammlung statischer Elektrizität. Sie müssen Antistatikstäbe installieren, um Materialstaus zu vermeiden.
Für den langfristigen Erfolg spielt die Zuverlässigkeit der Anbieter eine entscheidende Rolle. Betonen Sie die Bedeutung der Bewertung der OEM-Supportfähigkeiten. Überprüfen Sie die Verfügbarkeit von Teilen, insbesondere für Spezialsensoren und kundenspezifische Ersatzstempel. Stellen Sie sicher, dass die Maschinen den strengen industriellen Sicherheitsstandards entsprechen. Achten Sie auf dokumentierte OSHA-Konformität in Nordamerika oder CE-Richtlinien in Europa. Unzureichender Maschinenschutz birgt erhebliche Haftungsrisiken.
Standardmaschinen können nicht jede Fertigungsherausforderung lösen. Manchmal erfüllen handelsübliche Geräte bestimmte Produktionsparameter nicht. Die Identifizierung der Auslöser für einen benutzerdefinierten Build spart Zeit und Kapital. Zu den Auslösern gehören nicht standardmäßige Bahnbreiten, die die Standardplattengrößen überschreiten. Auch einzigartige Materialverhalten, wie extreme Elastizität oder starke Wärmeausdehnung, erfordern maßgeschneiderte Handhabungssysteme. Proprietäre Inline-Integration erfordert spezielle Kommunikationsprotokolle.
Wenn diese Auslöser auftreten, müssen Sie a angeben Kundenspezifische Stanz- und Schneidemaschinenlösung . Durch die richtige Festlegung des Leistungsumfangs wird sichergestellt, dass der Anbieter genau das liefert, was Ihre Linie benötigt. Nutzen Sie einen strukturierten Rahmen für die Kommunikation mit Ingenieurteams.
Stellen Sie Anbietern genau dieses Scoping-Framework zur Verfügung:
Senden Sie genaue Materialmuster: Senden Sie Materialien in Produktionsqualität, keine Prototypen. Definieren Sie die genauen erforderlichen Zykluszeiten und zulässigen Ausschussmargen.
Integrationspunkte definieren: Beschreiben Sie, wie die Maschine Material empfängt und ausgibt. Legen Sie Anforderungen für das automatische Abwickeln, die Entfernung der Abfallmatrix und das Stapeln fertiger Teile fest.
Testkriterien festlegen: Erstellen Sie strenge FAT-Protokolle (Factory Acceptance Testing). Basieren Sie diese Tests auf Ihren spezifischen Toleranzanforderungen. Melden Sie sich erst ab, wenn die Maschine die Registrierung bei voller Produktionsgeschwindigkeit hält.
Eine klare Dokumentation beschleunigt den kundenspezifischen Engineering-Prozess. Es verhindert Missverständnisse hinsichtlich der Spannungskontrolle und des Werkzeugspiels.
Bei der Auswahl der optimalen Schneidtechnik kommt es auf eine Grundregel an. Wählen Sie das Stanzen für die großvolumige Formerzeugung, bei der komplexe, mehrachsige Geometrien dominieren. Wählen Sie Stanzmaschinen für Präzision, Werkzeughaltbarkeit und exakte Ausrichtung bei lokalen Schnitten. Das Verständnis dieses Kernbereichs verhindert kostspielige Fehlausrichtungen der Ausrüstung.
Wir empfehlen die Durchführung eines strengen internen Audits. Überprüfen Sie Ihre Produktionsabfallprotokolle der letzten drei Monate. Stellen Sie fest, ob Registrierungsabweichungen oder eine übermäßige Werkzeugwartung Ihr Hauptgewinnverlust darstellen. Die Daten zeigen genau, welche mechanische Modernisierung Ihre Anlage benötigt.
Hören Sie auf, sich auf Annahmen zu verlassen. Fordern Sie noch heute eine Beratung zur Materialprüfung an. Bitten Sie Ihren Gerätelieferanten, einen Pilotlauf mit genau Ihren Substraten durchzuführen. Die physische Schnittqualität aus erster Hand zu sehen, garantiert eine sichere, datengesteuerte Beschaffungsentscheidung.
A: Die Lebensdauer der Werkzeuge hängt stark von der Materialdichte und der täglichen Trefferzahl ab. Stempel aus gehärtetem Stahl überstehen problemlos Millionen von Zyklen, bevor sie standardmäßig geschärft werden müssen. Im Gegensatz dazu werden Stanzformen mit Stahlmaßstäben viel schneller stumpf, sodass die Klinge häufig nach mehreren hunderttausend Drucken ausgetauscht werden muss, insbesondere bei der Verarbeitung abrasiver Substrate.
A: Ja, aber es sind spezielle optische Upgrades erforderlich. Standard-Lichtschranken haben mit hoher Blendung oder Transparenz zu kämpfen. Um diese spezifischen Sensoreinschränkungen zuverlässig zu überwinden, müssen Einrichtungen kontrastierende Passermarken verwenden und möglicherweise auf fortschrittliche Ultraschall- oder polarisierte CCD-Kamerasysteme aufrüsten.
A: Die Bereitstellung maßgeschneiderter Ausrüstung erfordert normalerweise einen Zeitrahmen von 8 bis 16 Wochen. Dieser realistische Zeitplan umfasst den ersten technischen Entwurf, die präzise Bearbeitung der Komponenten, strenge Werksabnahmetests (FAT), den Versand und die endgültige Installation der Anlage mit Bedienerschulung.
A: Ja. Viele fortschrittliche Fertigungsumgebungen nutzen Hybridsysteme. Diese Setups zeichnen sich durch Inline-Modularität aus. Eine Produktionsbahn könnte zur komplexen Umfangsformung eine Rotationsstanzstation durchlaufen, gefolgt von einer Präzisionsstanzstation, um exakte Innenlöcher zu extrahieren.
