
Zobrazení: 0 Autor: Editor webu Čas publikování: 2026-06-08 Původ: místo
Výrobci neustále bojují se stropem rychlosti výroby. Škálování výstupu obvykle znamená tlačení zařízení na jeho limity. Když se rychlost zvýší, registrace řezu často prokluzuje a náklady na nástroje raketově rostou. Tato dynamika vytváří vážné provozní úzké hrdlo. Jeho vyřešení vyžaduje bližší pohled na vaše řezací zařízení.
Výběr mezi technologiemi řezání zahrnuje odlišné mechanické principy vhodné pro zcela odlišné aplikace. Obě metody prořezávají substráty. Přesto jejich základní mechanismy zvládají různé objemy výroby, vlastnosti materiálů a tolerance přesnosti. Špatný výběr přímo poškozuje váš výnos a zvyšuje množství odpadu. Potřebujete strojní zařízení v souladu s vašimi konkrétními výstupními cíli.
Tato příručka poskytuje technické a finanční srovnání vysoce výkonných řezacích systémů. Provozní manažeři a nákupčí zařízení objeví použitelná kritéria pro objektivní hodnocení strojů. Dozvíte se, jak vybrat optimální řešení pro vaši konkrétní výrobní nebo balicí linku.
Vysekávací stroje vynikají ve vysokorychlostní, velkoobjemové výrobě složitých víceosých tvarů, ale vyžadují vyšší počáteční investice do nástrojů.
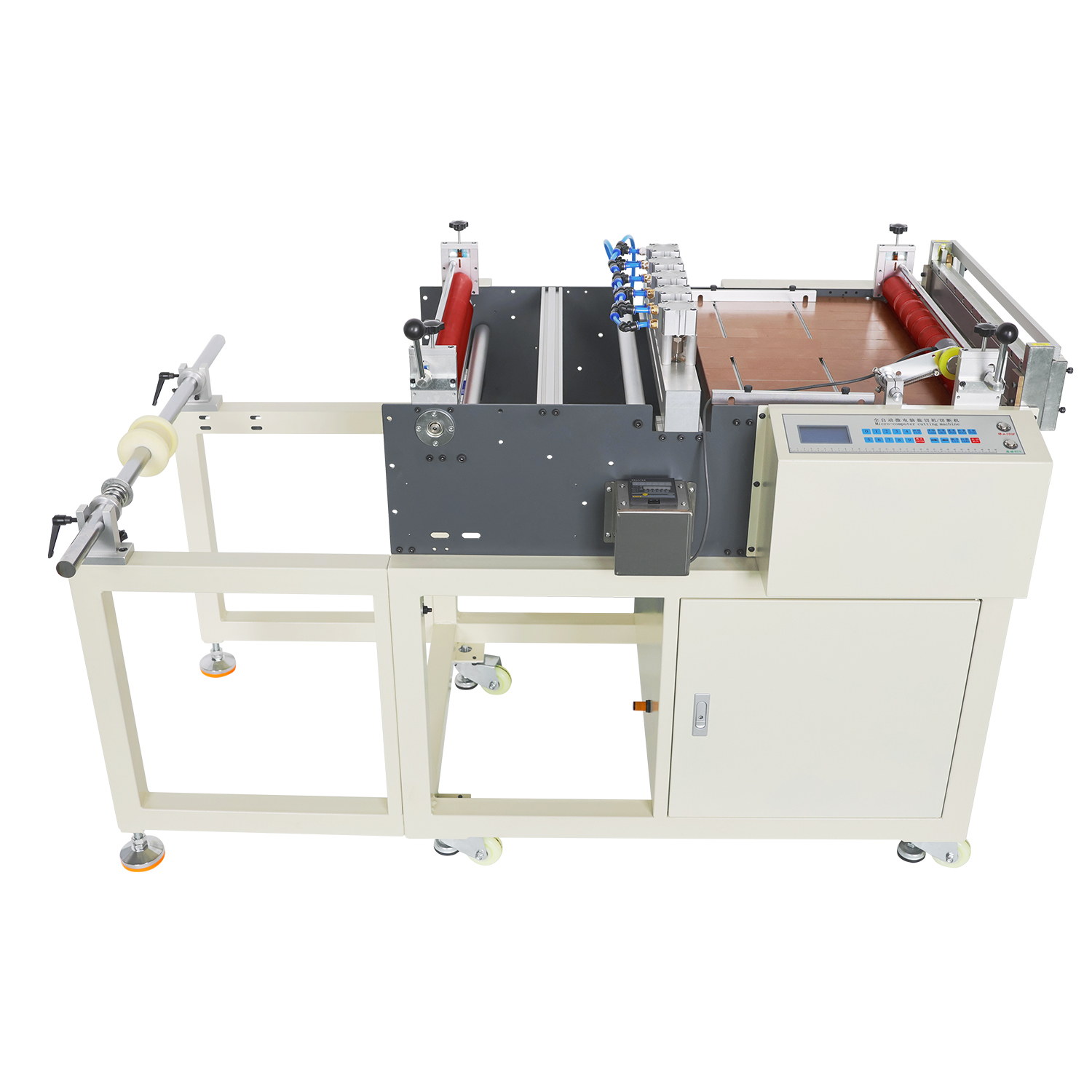
Děrovací řezací stroj nabízí vynikající přesnost pro opakované, lokalizované řezy (jako jsou otvory, drážky nebo přizpůsobení obrysu), často s nižšími náklady na nástroje a rychlejšími změnami.
Pro předtištěné pásy nebo materiály vyžadující přesné zarovnání grafiky s řezem minimalizuje děrovací řezací stroj podle pozice oka chyby soutisku a plýtvání materiálem.
Výběr vlastního řešení děrovacího řezacího stroje je často nezbytný při řešení nestandardních tlouštěk materiálu, vícevrstvých laminátů nebo vlastních integrací pracovních postupů.
Operační týmy musí vyhodnotit mechanické upgrady na základě přísných kritérií úspěchu. Volba mezi technologiemi vysekávání a děrování do značné míry závisí na pochopení vašich základních výrobních úzkých míst. Facility manažeři by měli prověřit své vedení, aby odhalili skutečné zdroje neefektivity.
Analyzujte finanční dopad zakázkových zápustek s ocelovým pravidlem oproti standardním sadám razníků a zápustek. Zvažte typickou výrobní sérii zahrnující 10 000 až 100 000 jednotek. Ocelové pravítko časem degraduje. Frekvence jejich výměny zvyšuje značnou režii k velkým objemům. Alternativně nabízejí standardní sady děrovačů prodlouženou životnost. Při zpracování hustých substrátů často přežijí běžné raznice. Vyhodnocení těchto nákladů na nástroje životního cyklu pomáhá ospravedlnit počáteční kapitálové investice.
Přesnost registrace slouží jako další kritická metrika výkonu. Výrobní linky často vyžadují přípustné úrovně tolerance až +/- 0,1 mm. Posuny materiálu během nepřetržitého podávání tyto tolerance běžně narušují. Dokonce i mikroskopický skluz drasticky ovlivní váš konečný výnos. Určení toho, jak velký boční posun umožňuje vaše aktuální nastavení, bude vodítkem při výběru vybavení.
Nakonec zhodnoťte své potřeby integrace pracovních postupů. Určete, zda je vaším cílem inline zpracování nebo offline dokončování. Webové inline systémy vyžadují synchronizované řízení napětí. Offline nastavení s archovým podáváním vyžadují přesné protokoly manipulace s materiálem. Dále zvažte, jak navrhovaná půdorysná plocha stroje odpovídá omezením vašeho stávajícího zařízení. Stísněné podlahové prostory mohou omezovat použití velkých rotačních lisovacích systémů.
Vysekávací stroje dominují v odvětvích velkoobjemové konverze. Pracují pomocí dvou primárních mechanických konstrukcí: ploché a rotační. Systémy s plochým ložem využívají hydraulický tlak k lisování matrice s ocelovým pravidlem do substrátu. Rotační systémy se vyznačují válcovými matricemi otáčejícími se vysokou rychlostí. Obě metody drtí materiál proti vytvrzené kovadlině, aby se oddělil požadovaný tvar.
Tyto stroje demonstrují obrovskou sílu v prostředí s velkým objemem. Vynikají v rychlém řezání složitých geometrií. Kromě toho mohou současně řezat, mačkat a perforovat materiály v jediném průchodu. Tato multifunkčnost výrazně zefektivňuje výrobu obalů. Skládání krabic a výroba kartonů do značné míry závisí na těchto souběžných operacích.
Realita implementace však představuje značné problémy. Častá údržba a výměna matrice zůstávají nevyhnutelné. Při zpracování abrazivních materiálů se řezné kotouče rychle otupují. Operátoři musí sledovat ostrost čepele, aby se zabránilo třepení hran na hotovém zboží.
Velkou překážku také představují časy nastavení. Provedení 'přípravy' vyžaduje vysoce kvalifikované operátory. Musí pečlivě nastavit úrovně tlaku, aby zajistily rovnoměrné řezy po celé šířce pásu. Tyto úpravy spotřebují cenné výrobní hodiny. Navíc se přizpůsobování náhlým změnám designu děje pomalu. Fyzická výroba matrice vyžaduje značné průběžné doby. Nemůžete snadno otočit výrobní linku, když čekáte na externí dodavatele, aby odeslali novou matrici s ocelovým pravidlem.
A Děrovací řezací stroj spoléhá na výrazně odlišné mechanické principy. Využívá sladěný děrovací mechanismus muž-samice. Stroj zasune kalený nástroj dolů do přesné spodní matrice. Tato akce působí spíše vertikální střižnou silou než tlakem drcení. Substrát se čistě stříhá mezi úzkými tolerancemi horního a spodního nástroje.
Tento vertikální stříhací mechanismus odemyká vysoce přesné aplikace. Ukázalo se, že je mnohem lepší pro manipulaci s tlustými materiály. Pevné substráty odolávají drcení standardními vysekávacími nástroji. Bez námahy je prorazí nůžkami. Odvětví vyrábějící membránové spínače, RFID štítky a automobilová těsnění tuto technologii velmi upřednostňují. Zaručuje přesné umístění otvorů bez deformace okolního materiálu.
Návratnost investice do nástrojů je zde velmi příznivá. Razníky z kalené oceli se mohou pochlubit výjimečnou životností. Vydrží miliony cyklů, než vyžadují údržbu. Navíc proces výměny probíhá rychle. Operátoři mohou vyměňovat jednotlivé součásti razníku rychle ve srovnání s výměnou masivních plnohodnotných lisovacích desek. Tato modularita snižuje prostoje při přestavbě.
Pokročilá výroba vyžaduje bezchybné seřízení. An Řezací stroj na děrování polohy očí integruje technologii optického senzoru, aby toho dosáhl. Tyto systémy využívají CCD kamery nebo fotoelektrické senzory. Senzory sledují předtištěné registrační značky na příchozím pásu materiálu.
Jakmile snímač identifikuje značku, převezme dynamické nastavení. Stroj aktivně kompenzuje natažení pásu. Také koriguje posun tisku podél os X a Y před zahájením každého děrování. Mikrokrokové motory posouvají materiál okamžitě do přesné požadované polohy.
Tento proces optické registrace vede k masivní redukci odpadu. Standardní nastavení řezání se slepým posuvem často trpí vadou 'drifting'. Materiál se pohybuje mírně mimo cestu a ničí tisíce jednotek. Vyčíslitelně aktivní vizuální sledování tomuto posunu zcela zabraňuje. Zajišťuje, že grafika pokaždé dokonale zapadne do fyzického řezu.
Porovnání těchto technologií přímo na hlavu vyžaduje pohled nad rámec hrubých specifikací. Mechanické prvky musíte převést do hmatatelných komerčních výsledků. Rychlost výroby a doba nastavení představují první velký kompromis.
Rotační matrice poskytují nepřetržitý nepřerušovaný výstup. Jejich rotující válce zpracovávají materiály z tkaniny neuvěřitelnou rychlostí. Konfigurace těchto rotačních válců však vyžaduje značný čas a úsilí. Naopak, nastavení děrovacího lisu pracují s pomalejšími cykly za minutu. Zpracovávají materiály krok za krokem. Přesto nabízejí rychle konfigurovatelné nastavení. Rychlejšími změnami úloh obnovíte ztracenou rychlost běhu.
Materiálová kompatibilita určuje ideální volbu stroje. Některé substráty při určitých metodách řezání ze své podstaty selhávají.
Technologie |
Ideální typy materiálů |
Výkonové charakteristiky |
|---|---|---|
Vysekávání |
Karton, vlnitá lepenka, tenké plasty, lepicí etikety |
Účinně drtí a odděluje vlákna. Náchylné k přimáčknutí hran u silných předmětů. |
Děrování |
Husté plasty, vícevrstvé lamináty, kovy, průmyslové textilie |
Nůžky čistě bez deformace materiálu. Udržuje integritu vnitřního otvoru. |
Škálovatelnost a postupy údržby se mezi těmito dvěma systémy výrazně liší. Porovnejte požadavky životního cyklu ostření razníků a přetlačovacích raznic. Údržba razníku zahrnuje broušení rovného povrchu zpět na ostrou hranu. To se děje rychle. Přetváření matrice vyžaduje ohnutí nových ocelových čepelí a jejich nasazení do dřevěných nebo kovových štěrbin. Musíte vyhodnotit prostoje zařízení požadované pro každý konkrétní cyklus údržby.
Nasazení nového průmyslového zařízení přináší operační rizika. Facility manažeři musí plánovat křivky přijetí operátorem. Správa kalibrace digitálních senzorů na systémech polohy očí vyžaduje technickou gramotnost. Pracovníci musí rozumět zaostření fotoaparátu, nastavení kontrastu a digitálnímu rozhraní. Tradiční vysekávací stroje se přitom spoléhají na mechanické nastavení tlaku. Vyžadují fyzický 'pocit' vyvinutý během let ručního ovládání. Přechod zaměstnanců mezi těmito paradigmaty vyžaduje strukturované školicí programy.
Častá chyba: Neschopnost zohlednit faktory prostředí často vykolejí zavádění nových zařízení. Tvorba prachu silně ovlivňuje optické senzory. Správci zařízení musí nainstalovat správné odsávací vysavače. Silné materiály často trpí nebezpečím rozdrcení hran, pokud je tonáž nesprávně kalibrována. Navíc dochází k akumulaci statické elektřiny během vysokorychlostních běhů se syntetickými pásy. Abyste zabránili zaseknutí materiálu, musíte nainstalovat antistatické lišty.
Spolehlivost dodavatele hraje rozhodující roli v dlouhodobém úspěchu. Zdůrazněte důležitost posouzení schopností podpory OEM. Ověřte dostupnost dílů, zejména u specializovaných senzorů a vlastních náhradních razníků. Zajistěte, aby strojní zařízení vyhovovalo přísným průmyslovým bezpečnostním normám. Hledejte dokumentovanou shodu s OSHA v Severní Americe nebo směrnice CE v Evropě. Nedostatečná ochrana stroje vytváří vážná rizika.
Standardní strojní zařízení nemůže vyřešit každý výrobní problém. Někdy standardní vybavení nesplňuje jedinečné výrobní parametry. Identifikace spouštěčů pro vlastní sestavení šetří čas a kapitál. Spouštěče zahrnují nestandardní šířky pásu, které přesahují standardní velikosti desky. Jedinečné chování materiálů, jako je extrémní elasticita nebo velká tepelná roztažnost, také vyžaduje přizpůsobené manipulační systémy. Proprietární inline integrace vyžaduje specializované komunikační protokoly.
Když nastanou tyto spouštěče, musíte zadat a zakázkové řešení děrovacího řezacího stroje . Správné nastavení rozsahu zajišťuje, že prodejce dodá přesně to, co vaše linka vyžaduje. Používejte strukturovaný rámec pro komunikaci s inženýrskými týmy.
Poskytněte prodejcům tento přesný rámec rozsahu:
Odešlete přesné vzorky materiálů: Odešlete materiály produkční kvality, nikoli prototypy. Definujte přesné požadované doby cyklů a povolené meze zmetků.
Definujte integrační body: Načrtněte, jak stroj přijímá a vydává materiál. Specifikujte požadavky na automatické odvíjení, odstraňování odpadní matrice a stohování hotových dílů.
Stanovte testovací kritéria: Vytvořte přísné protokoly pro přejímací zkoušky (FAT). Založte tyto testy na vašich specifických požadavcích na toleranci. Neodhlašujte se, dokud stroj nezaregistruje plnou produkční rychlost.
Jasná dokumentace urychluje proces zakázkového inženýrství. Zabraňuje nedorozuměním ohledně kontroly napětí a vůle nástroje.
Výběr optimální technologie řezání závisí na základním pravidle. Vyberte si vysekávání pro velkoobjemové vytváření tvarů, kde dominují složité, víceosé geometrie. Vyberte si vysekávací stroje pro přesnost, trvanlivost nástroje a přesnou registraci na lokalizovaných řezech. Pochopení tohoto základního rozdělení zabraňuje nákladným nesouosostem zařízení.
Doporučujeme provést přísný interní audit. Zkontrolujte své protokoly o výrobním odpadu za poslední tři měsíce. Zjistěte, zda posun registrace nebo nadměrná údržba nástrojů představuje váš primární únik zisku. Data přesně zvýrazní, jaké mechanické vylepšení vaše zařízení vyžaduje.
Přestaňte se spoléhat na domněnky. Požádejte o konzultaci o testování materiálu ještě dnes. Požádejte svého dodavatele zařízení, aby provedl zkušební provoz s použitím vašich přesných substrátů. Vidět kvalitu fyzického řezu z první ruky zaručuje spolehlivé rozhodnutí o nákupu založené na datech.
Odpověď: Životnost nástrojů silně závisí na hustotě materiálu a denním počtu zásahů. Razníky z kalené oceli snadno vydrží miliony cyklů, než budou vyžadovat standardní ostření. Naopak ocelové pravítko se otupí mnohem rychleji, což často vyžaduje výměnu čepele po několika stovkách tisíc otisků, zejména při zpracování abrazivních substrátů.
Odpověď: Ano, ale vyžaduje to specializované optické upgrady. Standardní fotoelektrické senzory se potýkají s vysokým oslněním nebo průhledností. Zařízení musí využívat kontrastní registrační značky a případně upgradovat na pokročilé ultrazvukové nebo polarizované kamerové systémy CCD, aby tato specifická omezení snímačů spolehlivě překonala.
Odpověď: Nasazení přizpůsobeného vybavení obvykle vyžaduje 8 až 16 týdnů. Tento realistický harmonogram zahrnuje počáteční konstrukční návrh, přesné obrábění součástí, přísné tovární přejímací zkoušky (FAT), expedici a konečnou instalaci zařízení se školením operátora.
A: Ano. Mnoho pokročilých výrobních prostředí využívá hybridní systémy. Tato nastavení se vyznačují inline modularitou. Výrobní pás může procházet rotační lisovací stanicí pro složité obvodové tvarování, po které bezprostředně následuje přesná děrovací stanice pro extrakci přesných vnitřních otvorů.
