O desperdício de materiais corrói diretamente as margens de lucro. Isso acontece constantemente durante o corte de rolo em folha. Substratos de alto valor como vinil, papéis especiais e folhas metálicas agravam essa perda. Você pode pensar que almejar o desperdício zero faz sentido. No entanto, o desperdício zero continua matematicamente e mecanicamente impossível. Os processos físicos sempre exigem pequenas tolerâncias.
Em vez de perseguir o desperdício zero, concentre-se em reduções mensuráveis. Diminuir os limites de corte, minimizar os danos nas bordas e eliminar erros de corte em frações de um por cento gera retornos massivos. Essas melhorias incrementais aumentam rapidamente em execuções de produção de alto volume. Projetamos este guia para ajudá-lo a identificar as fontes exatas de resíduos em sua área de produção.
Forneceremos uma estrutura de avaliação acionável. Você aprenderá a determinar se a perda de rendimento decorre de limitações de software, degradação de hardware ou mau alinhamento do fornecedor. Também mostraremos exatamente como corrigir esses problemas subjacentes para maximizar a utilização do material.
Principais conclusões
Alinhamento de software: O agrupamento algorítmico e os cálculos dinâmicos de comprimento são requisitos básicos para corte de alto rendimento.
Precisão mecânica: A baixa tensão da banda e as lâminas cegas são as principais causas de danos físicos ao material durante as fases de desenrolamento e corte.
A personalização é importante: Equipamentos prontos para uso muitas vezes forçam margens de corte comprometidas; configurações de máquina direcionadas reduzem o desperdício de borda nativamente.
Verificação do fornecedor: O rendimento a longo prazo depende da manutenção preventiva e do treinamento do operador fornecido pelo fabricante.
Diagnosticando as causas básicas da perda de rendimento do material
Antes de investir em novos ativos, os operadores devem categorizar os seus resíduos atuais. Você não pode consertar um problema invisível. Enquadrar a auditoria adequadamente fornece um objetivo claro. É altamente recomendável observar suas máquinas durante turnos de produção ativos. Documentar os erros à medida que eles acontecem fornece os dados mais precisos.
Resíduos Operacionais vs. Resíduos Mecânicos
Classificamos a perda de rendimento em dois grupos distintos. O desperdício operacional resulta de um mau planejamento. Planos de corte ineficientes causam quedas significativas no rendimento. Erros de cálculo manual ocorrem com frequência. Por exemplo, os operadores muitas vezes avaliam mal as variações no comprimento do rolo. Um rolo padrão de 50 m geralmente rende pouco devido às tolerâncias do fabricante. Uma lógica de agrupamento deficiente deixa material utilizável na área de corte.
O desperdício mecânico acontece durante a execução física. O desvio das bordas destrói as margens externas. Inconsistências de tensão causam alongamento severo. Esse alongamento cria comprimentos de folha imprecisos, especialmente em vinil e plástico. O arrasto da lâmina danifica a superfície do substrato durante a fase de corte.
Use o gráfico abaixo para categorizar seu recado diário:
Categoria de Resíduos
Sintomas primários
Causas raízes comuns
Operacional
Sobras excessivas, rendimento total curto, comprimentos mal agrupados.
Cálculos manuais, falta de algoritmos de aninhamento, cansaço do operador.
Guias de banda com falha, configurações de tensão incorretas, lâminas cegas.
Estabelecer uma porcentagem básica de desperdício serve como seu principal critério de sucesso. Você deve medir as melhorias futuras em relação a esse número concreto. Acompanhe os pesos de sucata em relação ao total de entrada de material durante uma semana inteira para encontrar sua linha de base.
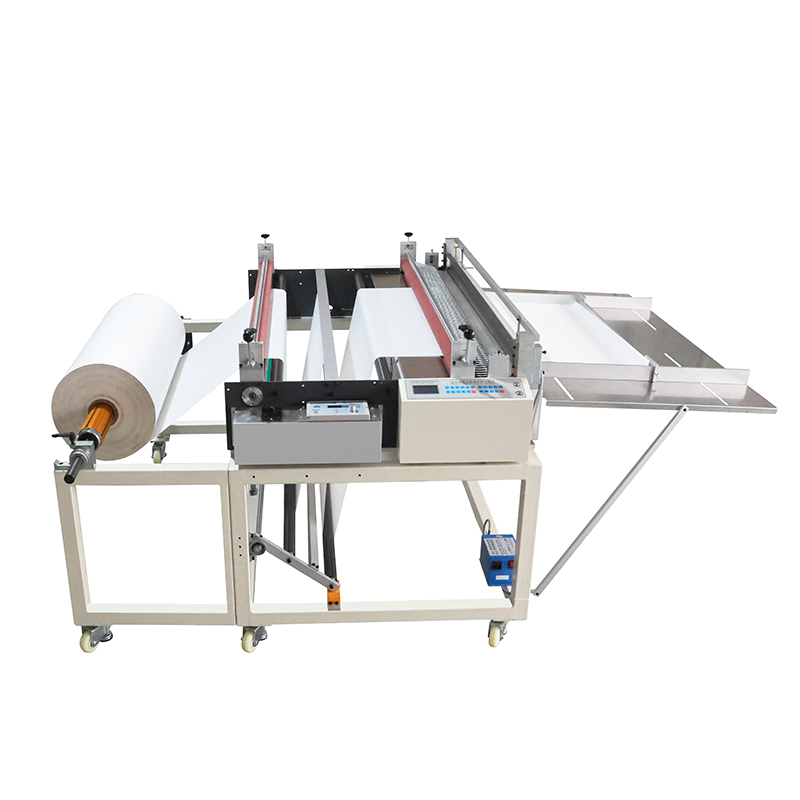
Atualizando sua máquina de corte de rolo para folha para precisão
Avaliar seu hardware atual representa o próximo passo lógico. Você deve determinar se o equipamento atual pode atender às tolerâncias exigidas. Estruturas antigas e motores desatualizados lutam para manter os padrões modernos de precisão. A vibração física por si só pode prejudicar a precisão do corte.
Orientação da Web e Controle de Tensão
O alinhamento automatizado das bordas evita a telescopagem do material. Ajusta dinamicamente a posição do rolo à medida que o material se desenrola. Esta precisão reduz drasticamente as tolerâncias de corte necessárias. Você não precisa mais sacrificar um centímetro de material da borda apenas para garantir um corte reto.
O controle de tensão variável desempenha um papel vital. Evita imprecisões de comprimento induzidas por estiramento. Os substratos se comportam de maneira diferente à medida que o diâmetro do rolo mestre diminui. O sistema deve ajustar continuamente a força de frenagem. Você deve manter uma tensão consistente da teia desde o núcleo até a camada externa.
Otimização de corte e lâmina
Avaliar os tipos de lâmina continua sendo fundamental para obter arestas limpas. Combine o tipo de lâmina estritamente com as propriedades do material. As lâminas de cisalhamento funcionam melhor para papéis grossos e folhas metálicas. As lâminas de barbear lidam lindamente com plásticos finos. As lâminas trituradoras são excelentes no processamento de tecidos não tecidos.
O posicionamento automatizado da lâmina minimiza o erro humano durante a configuração. Os operadores muitas vezes cometem pequenos erros de cálculo durante as trocas manuais. Os sistemas automatizados movem as facas com precisão com base em entradas digitais. Um moderno A máquina de corte rolo para folha deve apresentar sistemas de feedback de circuito fechado. Esses sensores mantêm uma precisão rigorosa em velocidades extremamente altas.
Erros comuns a serem observados durante o corte incluem:
Executar as lâminas de cisalhamento além do ciclo de afiação recomendado.
Usar pressão descendente excessiva nas lâminas de esmagamento.
Ignorando microvibrações no eixo da cortadora.
O ROI de uma máquina de corte de rolo para folha personalizada
As larguras padrão muitas vezes forçam desperdícios desnecessários de aparas. Os fabricantes projetam equipamentos prontos para uso para amplo apelo no mercado. Eles raramente correspondem às dimensões exatas do rolo mestre. Esta ligeira incompatibilidade obriga os operadores a cortar continuamente materiais valiosos.
Combinando especificações da máquina com a aplicação
A padronização da largura do equipamento de acordo com os tamanhos de rolo master mais comuns elimina o desperdício lateral nativamente. Se você sempre utiliza larguras de banda de 1.200 mm, uma máquina de 1.600 mm cria instabilidade. O comprimento extra do eixo convida à vibração. Uma estrutura de máquina perfeitamente combinada mantém o material rígido.
Materiais delicados requerem manuseio especializado. A integração de suportes de desenrolamento especializados protege superfícies frágeis. Os rolos de acumulação personalizados mantêm a tensão com segurança. Essas atualizações específicas evitam arranhões na superfície e ondulação nas bordas.
Considerações de implementação
Você deve pesar cuidadosamente os prazos de entrega e as despesas de capital iniciais. Compare esses números iniciais com suas economias operacionais de longo prazo. Um projeto perfeitamente A máquina de corte personalizada de rolo em chapa aumenta a utilização de material diariamente. Essas frações diárias resultam em enormes retornos anuais.
Mantemos aqui uma suposição altamente transparente. A personalização só se mostra rentável sob certas condições operacionais. Seu volume de produção e valor do material devem justificar o prêmio de engenharia. Tiragens de baixo volume de papel barato não exigem engenharia personalizada.
Ponte de hardware com software de agrupamento e otimização
Afastar-se dos cálculos manuais elimina erros humanos dispendiosos. Seus operadores não conseguem calcular layouts complexos de forma eficiente em suas cabeças. Mesmo calculadoras de planilhas simples ficam aquém. O planejamento algorítmico lida com centenas de variáveis instantaneamente.
O software de otimização moderno interage perfeitamente com os PLCs de corte. Ele envia instruções dinâmicas diretamente aos servomotores. Agrupa comprimentos variáveis de folhas de forma eficiente. Este agrupamento inteligente minimiza as lacunas entre os diferentes trabalhos de corte. A máquina executa o plano ideal sem hesitação.
Resolver o problema do rolo remanescente requer um acompanhamento diligente. Rolos parciais geralmente ficam em armazéns juntando poeira. Eventualmente, eles se tornam sucata. O software de otimização rastreia meticulosamente os lançamentos parciais. Ele os integra suavemente em futuros trabalhos cortados. Esse gerenciamento ativo evita totalmente o descarte no final do rolo.
Siga estas etapas para integrar o software de agrupamento de maneira eficaz:
Audite seus tamanhos de folha padrão atuais e identifique variações comuns.
Insira as tolerâncias exatas da sua máquina nos parâmetros do software.
Execute uma simulação digital antes de enviar o plano para o PLC.
Treine os operadores para confiarem no algoritmo em vez de questionarem o layout.
Como selecionar um fornecedor confiável de máquinas de corte
A qualidade do hardware depende muito do seu ecossistema de suporte. Você precisa de um forte apoio do fabricante. Mesmo as melhores máquinas requerem calibração periódica. Uma rede de apoio deficiente transforma pequenos problemas mecânicos em grandes eventos de desperdício de materiais.
Critérios de verificação para aquisições
Você deve saber o que distingue um fornecedor confiável de máquinas de corte de um mero corretor de equipamentos. Corretores vendem caixas. Os verdadeiros fornecedores vendem precisão contínua. A evidência de desempenho é mais importante. Exija testes de execução verificáveis antes de assinar um pedido de compra. Eles devem cortar seu material específico em suas instalações.
Avalie profundamente sua infraestrutura de pós-venda. Verifique a disponibilidade de peças de reposição OEM. Você precisa de acesso rápido a lâminas, sensores e correias. Atrasos no envio de peças forçam os operadores a operar equipamentos degradados. Equipamentos degradados produzem resíduos terríveis.
Mitigação de riscos
O treinamento de operadores liderado pelo fornecedor garante o sucesso operacional. Muitas atualizações de máquinas falham puramente devido a fatores humanos. Os operadores muitas vezes substituem as configurações automatizadas de tensão. Eles ignoram os controles de alinhamento devido à falta de familiaridade. O treinamento abrangente cria confiança e conformidade.
As melhores práticas para mitigação de riscos incluem:
Agendamento de revisões de manutenção trimestrais.
Manter sensores sobressalentes em sua própria prateleira.
Obrigação de cursos de atualização para todos os operadores de máquinas anualmente.
Conclusão
A redução de resíduos requer uma abordagem altamente sincronizada. Você precisa de planos de corte matematicamente otimizados. Hardware bem calibrado deve executar esses planos perfeitamente. Consertar apenas o software ou apenas o hardware deixa lacunas na sua proteção de rendimento.
Aconselhamos você a realizar imediatamente uma auditoria rigorosa de resíduos de 30 dias. Categorize sua sucata estritamente por falha mecânica versus margem de corte. Reúna esses dados básicos antes de iniciar solicitações de cotação para novos softwares ou máquinas. Você tomará decisões de aquisição muito melhores depois de compreender exatamente os pontos de falha.
Perguntas frequentes
P: Qual é a porcentagem aceitável de desperdício no corte de rolo em folha?
R: Varia muito de acordo com o material e o tamanho da saída, mas normalmente varia de 1% a 3%. Qualquer valor mais alto geralmente indica desalinhamento mecânico ou planejamento de corte inadequado. Você deve investigar quaisquer picos repentinos imediatamente para evitar perdas agravadas.
P: O software sozinho pode consertar o alto desperdício de material?
R: Não. O software de agrupamento otimiza o plano, mas se a máquina física não tiver controle de tensão ou orientação da alma, a execução real ainda produzirá danos nas bordas e variações de comprimento. Software e hardware devem funcionar juntos.
P: Quando devemos considerar a substituição em vez de modernizar o nosso cortador?
R: Quando o desgaste estrutural impede a adição de guias de alma modernas ou sensores de tensão, a substituição torna-se necessária. Problemas como vibração da estrutura ou CLPs proprietários desatualizados impossibilitam o retrofit. Nesta fase, a substituição torna-se mais económica do que a perda constante de material.