Lo spreco di materiale erode direttamente i margini di profitto. Ciò avviene costantemente durante il taglio da rotolo a foglio. Substrati di alto valore come vinile, carte speciali e lamine metalliche aggravano questa perdita. Potresti pensare che puntare a zero rifiuti abbia senso. Tuttavia, l’obiettivo zero rifiuti rimane matematicamente e meccanicamente impossibile. I processi fisici richiedono sempre tolleranze minime.
Invece di inseguire zero rifiuti, concentrati su riduzioni misurabili. Diminuire i limiti di taglio, minimizzare i danni ai bordi ed eliminare i tagli errati di frazioni di percentuale produce rendimenti enormi. Questi miglioramenti incrementali si sommano rapidamente ai cicli di produzione ad alto volume. Abbiamo progettato questa guida per aiutarti a identificare le fonti esatte di rifiuti nel tuo impianto di produzione.
Forniremo un quadro di valutazione attuabile. Imparerai a determinare se la perdita di rendimento deriva da limitazioni del software, degrado dell'hardware o scarso allineamento con i fornitori. Ti mostreremo anche esattamente come risolvere questi problemi di fondo per massimizzare l'utilizzo dei materiali.
Punti chiave
Allineamento del software: il nidificazione algoritmica e i calcoli dinamici della lunghezza sono requisiti di base per il taglio ad alto rendimento.
Precisione meccanica: Una scarsa tensione del nastro e lame non affilate sono le principali cause di danni fisici ai materiali durante le fasi di svolgimento e taglio.
La personalizzazione è importante: le apparecchiature standard spesso forzano i margini di rifinitura compromessi; configurazioni mirate della macchina riducono in modo nativo lo scarto dei bordi.
Controllo dei fornitori: il rendimento a lungo termine si basa sulla manutenzione preventiva e sulla formazione degli operatori fornita dal produttore.
Diagnosi delle cause principali della perdita di rendimento del materiale
Prima di investire in nuovi asset, gli operatori devono classificare i propri rifiuti attuali. Non è possibile risolvere un problema invisibile. Inquadrare correttamente l'audit ti dà un obiettivo chiaro. Consigliamo vivamente di osservare le vostre macchine durante i turni di produzione attivi. Documentare gli errori man mano che si verificano fornisce i dati più accurati.
Rifiuti operativi e meccanici
Classifichiamo la perdita di rendimento in due categorie distinte. Gli sprechi operativi derivano da una pianificazione inadeguata. Piani di taglio inefficienti causano notevoli cali di rendimento. Gli errori di calcolo manuale si verificano frequentemente. Ad esempio, gli operatori spesso valutano erroneamente le variazioni della lunghezza del rotolo. Un rotolo standard da 50 m spesso ha una resa breve a causa delle tolleranze del produttore. Una logica di nidificazione inadeguata lascia materiale utilizzabile sul piano di taglio.
Gli sprechi meccanici si verificano durante l'esecuzione fisica. L'edge Wandering distrugge i margini esterni. Le incoerenze di tensione causano forti allungamenti. Questo allungamento crea lunghezze dei fogli imprecise, soprattutto in vinile e plastica. Il trascinamento della lama danneggia la superficie del substrato durante la fase di taglio.
Utilizza la tabella seguente per classificare i tuoi scarti giornalieri:
Categoria dei rifiuti
Sintomi primari
Cause principali comuni
Operativo
Ritagli eccessivi, resa totale ridotta, lunghezze mal raggruppate.
Calcoli manuali, mancanza di algoritmi di annidamento, fatica dell'operatore.
Meccanico
Superfici graffiate, spostamenti dei bordi, lamiere stirate.
Guide web guaste, impostazioni di tensione errate, lame smussate.
Stabilire una percentuale di rifiuti di base funge da criterio principale di successo. È necessario misurare i miglioramenti futuri rispetto a questo numero difficile. Tieni traccia del peso degli scarti rispetto al materiale totale immesso per un'intera settimana per trovare il tuo valore di riferimento.
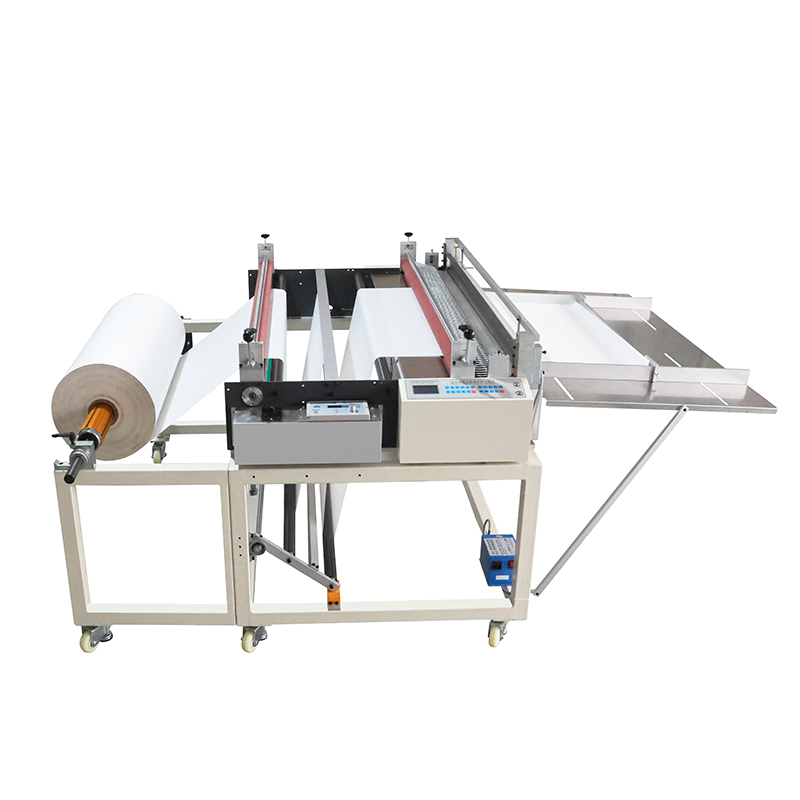
Migliora la precisione della tua macchina da taglio da rotolo a foglio
Valutare il tuo attuale hardware rappresenta il passo logico successivo. È necessario determinare se l'attrezzatura attuale può soddisfare le tolleranze richieste. Vecchi telai e motori obsoleti faticano a mantenere i moderni standard di precisione. Le sole vibrazioni fisiche possono compromettere la precisione del taglio.
Guidanastro e controllo della tensione
L'allineamento automatico dei bordi impedisce l'infilamento del materiale. Regola dinamicamente la posizione del rullo mentre il materiale si svolge. Questa precisione riduce drasticamente i margini di assetto necessari. Non è più necessario sacrificare un centimetro di materiale del bordo solo per garantire un taglio dritto.
Il controllo della tensione variabile gioca un ruolo vitale. Previene le imprecisioni di lunghezza indotte dallo stiramento. I substrati si comportano diversamente man mano che il diametro del rotolo principale si restringe. Il sistema deve regolare continuamente la forza frenante. È necessario mantenere una tensione del nastro costante dal nucleo allo strato esterno.
Taglio e ottimizzazione della lama
La valutazione dei tipi di lama rimane fondamentale per ottenere bordi puliti. Abbina il tipo di lama rigorosamente alle proprietà del materiale. Le lame di taglio funzionano meglio per carta spessa e fogli di alluminio. Le lame del rasoio gestiscono magnificamente la plastica sottile. Le lame Crush eccellono nella lavorazione di tessuti non tessuti.
Il posizionamento automatizzato della lama riduce al minimo l'errore umano durante la configurazione. Gli operatori spesso commettono lievi errori di calcolo durante i cambi manuali. I sistemi automatizzati muovono i coltelli con precisione in base agli input digitali. Un moderno La macchina da taglio da rotolo a foglio deve essere dotata di sistemi di feedback a circuito chiuso. Questi sensori mantengono una precisione elevata a velocità estremamente elevate.
Gli errori comuni a cui prestare attenzione durante il taglio includono:
Far funzionare le lame delle cesoie oltre il ciclo di affilatura consigliato.
Esercitare una pressione eccessiva verso il basso sulle lame di frantumazione.
Ignorando le microvibrazioni nell'albero della taglierina.
Il ROI di una macchina da taglio da rotolo a foglio personalizzata
Le larghezze standard spesso comportano inutili sprechi di rifinitura. I produttori progettano apparecchiature standardizzate per un ampio appeal sul mercato. Raramente corrispondono alle dimensioni esatte del rotolo principale. Questa leggera discrepanza costringe gli operatori a rifilare continuamente materiale prezioso.
Abbinamento delle specifiche della macchina all'applicazione
La standardizzazione della larghezza dell'attrezzatura in base alle dimensioni dei rulli matrici più comuni elimina gli sprechi laterali in modo nativo. Se si utilizzano sempre larghezze di banda di 1.200 mm, una macchina da 1.600 mm crea instabilità. La lunghezza extra dell'albero invita alle vibrazioni. Un telaio della macchina perfettamente abbinato mantiene rigido il materiale.
I materiali delicati richiedono una manipolazione specializzata. L'integrazione di supporti di svolgimento specializzati protegge le superfici fragili. I rulli di accumulo personalizzati mantengono la tensione in modo sicuro. Questi aggiornamenti specifici prevengono graffi superficiali e arricciature dei bordi.
Considerazioni sull'implementazione
È necessario valutare attentamente i tempi di consegna e le spese in conto capitale iniziali. Confronta questi numeri anticipati con i tuoi risparmi operativi a lungo termine. Un progetto perfettamente progettato La macchina da taglio personalizzata da rotolo a foglio aumenta quotidianamente l'utilizzo del materiale. Queste frazioni giornaliere si sommano a massicci rendimenti annuali.
Manteniamo un presupposto altamente trasparente qui. La personalizzazione si rivela conveniente solo in determinate condizioni operative. Il volume di produzione e il valore del materiale devono giustificare il premio di ingegneria. Tirature di carta economica a basso volume non richiedono un'ingegneria su misura.
Collegamento dell'hardware con il software di nidificazione e ottimizzazione
L'abbandono dei calcoli manuali elimina costosi errori umani. I tuoi operatori non sono in grado di calcolare in modo efficiente layout complessi a mente. Anche i semplici calcolatori di fogli di calcolo non sono all’altezza. La pianificazione algoritmica gestisce istantaneamente centinaia di variabili.
Il moderno software di ottimizzazione si interfaccia perfettamente con i PLC di taglio. Invia istruzioni dinamiche direttamente ai servomotori. Raggruppa in modo efficiente fogli di lunghezza variabile. Questo raggruppamento intelligente riduce al minimo gli spazi tra i diversi lavori di taglio. La macchina esegue il piano ottimale senza esitazione.
Affrontare il problema dei rotoli residui richiede un monitoraggio diligente. I rotoli parziali spesso restano nei magazzini ad accumulare polvere. Alla fine diventano rottami. Il software di ottimizzazione tiene traccia meticolosamente dei rotoli parziali. Li integra senza problemi nei futuri lavori di taglio. Questa gestione attiva previene completamente gli scarti di fine rotolo.
Seguire questi passaggi per integrare in modo efficace il software di nidificazione:
Controlla le attuali dimensioni standard dei fogli e identifica le variazioni comuni.
Inserisci le tue esatte tolleranze della macchina nei parametri del software.
Esegui una simulazione digitale prima di inviare il piano al PLC.
Formare gli operatori affinché si fidino dell'algoritmo anziché dubitare del layout.
Come selezionare un fornitore affidabile di macchine da taglio
La qualità dell'hardware dipende fortemente dal suo ecosistema di supporto. Hai bisogno di un forte sostegno da parte del produttore. Anche le macchine migliori richiedono una calibrazione periodica. Una scarsa rete di supporto trasforma piccoli problemi meccanici in enormi eventi di spreco di materiale.
Criteri di valutazione per gli appalti
Devi sapere cosa distingue a fornitore affidabile di macchine da taglio da un semplice intermediario di attrezzature. I broker vendono scatole. I veri fornitori vendono precisione costante. La prova della performance è la cosa più importante. Richiedi test di esecuzione verificabili prima di firmare un ordine di acquisto. Devono tagliare il tuo materiale specifico nella loro struttura.
Valutare profondamente la loro infrastruttura post-vendita. Verificare la disponibilità dei ricambi OEM. Hai bisogno di un accesso rapido a lame, sensori e cinghie. I ritardi nella spedizione dei componenti costringono gli operatori a utilizzare apparecchiature degradate. Le apparecchiature degradate producono rifiuti terribili.
Mitigazione del rischio
La formazione degli operatori gestita dal fornitore garantisce il successo operativo. Molti aggiornamenti delle macchine falliscono esclusivamente a causa di fattori umani. Gli operatori spesso ignorano le impostazioni di tensione automatizzate. Ignorano i controlli di allineamento per mancanza di familiarità. Una formazione completa crea fiducia e conformità.
Le migliori pratiche per la mitigazione del rischio includono:
Pianificazione delle revisioni trimestrali della manutenzione.
Conservare i sensori di riserva sul proprio scaffale.
Obbligo di corsi di aggiornamento annuali per tutti gli operatori delle macchine.
Conclusione
La riduzione dei rifiuti richiede un approccio altamente sincronizzato. Hai bisogno di piani di taglio matematicamente ottimizzati. L'hardware accuratamente calibrato deve eseguire tali piani in modo impeccabile. Riparare solo il software o solo l'hardware lascia delle lacune nella protezione del rendimento.
Ti consigliamo di condurre immediatamente un rigoroso controllo dei rifiuti di 30 giorni. Classifica i tuoi scarti rigorosamente in base al guasto meccanico rispetto al margine di rifilatura. Raccogli questi dati di base prima di avviare richieste di offerta per nuovi software o macchinari. Prenderai decisioni di approvvigionamento molto migliori una volta compresi i tuoi esatti punti di errore.
Domande frequenti
D: Qual è la percentuale di scarto accettabile nel taglio da rotolo a foglio?
R: Varia notevolmente in base al materiale e alle dimensioni dell'output, ma in genere varia dall'1% al 3%. Un valore più alto solitamente indica un disallineamento meccanico o una pianificazione del taglio inadeguata. Dovresti indagare immediatamente su eventuali picchi improvvisi per evitare perdite aggravate.
D: Il software può da solo risolvere elevati sprechi di materiale?
R: No. Il software di Nesting ottimizza il piano, ma se la macchina fisica non dispone del controllo della tensione o della guida del nastro, l'esecuzione effettiva produrrà comunque danni ai bordi e variazioni di lunghezza. Software e hardware devono funzionare insieme.
D: Quando dovremmo prendere in considerazione la sostituzione piuttosto che il retrofit della nostra taglierina?
R: Quando l'usura strutturale impedisce l'aggiunta di moderne guide nastro o sensori di tensione, la sostituzione diventa necessaria. Problemi come le vibrazioni del telaio o i PLC proprietari obsoleti rendono impossibile il retrofit. In questa fase, la sostituzione diventa più conveniente rispetto alla costante perdita di materiale.