
צפיות: 0 מחבר: עורך האתר זמן פרסום: 2026-06-15 מקור: אֲתַר
פסולת חומרים שוחקת ישירות את שולי הרווח. זה קורה כל הזמן במהלך חיתוך גליל לגיליון. מצעים בעלי ערך גבוה כמו ויניל, ניירות מיוחדים ונייר כסף מתכתי מרכיבים את ההפסד הזה. אולי אתה חושב שהכוונה לאפס בזבוז הגיוני. עם זאת, אפס פסולת נותר בלתי אפשרי מבחינה מתמטית ומכנית. תהליכים פיזיים תמיד דורשים סובלנות זעירה.
במקום לרדוף אחרי אפס בזבוז, התמקד בהפחתות הניתנות למדידה. הקטנת מגבלות הגזירה, מזעור נזקי הקצה ומניעת תקלות בשברירי אחוז מניבה תשואות מסיביות. שיפורים מצטברים אלה מתחברים במהירות על פני ריצות ייצור בנפח גבוה. עיצבנו מדריך זה כדי לעזור לך לזהות מקורות פסולת מדויקים ברצפת הייצור שלך.
אנו נספק מסגרת הערכה ניתנת לפעולה. תלמד לקבוע אם אובדן התשואה שלך נובע ממגבלות תוכנה, פגיעה בחומרה או יישור ספק לקוי. אנו גם נראה לך בדיוק כיצד לתקן את הבעיות הבסיסיות הללו כדי למקסם את ניצול החומרים שלך.
יישור תוכנה: קינון אלגוריתמי וחישובי אורך דינמיים הם דרישות בסיס לחיתוך בעל תפוקה גבוהה.
דיוק מכני: מתח לקוי רשת ולהבים עמומים הם הגורמים המובילים לנזק חומרי פיזי במהלך שלבי ההתפרקות והשסע.
התאמה אישית חשובה: ציוד מדף לעתים קרובות מאלץ שולי חיתוך נפגעים; תצורות מכונות ממוקדות מפחיתות בזבוז קצה באופן מקורי.
בדיקת ספקים: התשואה לטווח ארוך מסתמכת על תחזוקה מונעת והכשרת מפעילים שמסופקים על ידי היצרן.
לפני השקעה בנכסים חדשים, על המפעילים לסווג את הפסולת הנוכחית שלהם. אתה לא יכול לתקן בעיה בלתי נראית. מסגור הביקורת כראוי נותן לך יעד ברור. אנו ממליצים בחום להתבונן במכונות שלך במהלך משמרות ייצור פעילות. תיעוד שגיאות בזמן שהן מתרחשות מספק את הנתונים המדויקים ביותר.
אנו מחלקים אובדן תשואה לשני דליים נפרדים. פסולת תפעולית נובעת מתכנון לקוי. תוכניות קיצוץ לא יעילות גורמות לירידה משמעותית בתפוקה. שגיאות חישוב ידניות מתרחשות לעתים קרובות. לדוגמה, מפעילים לעתים קרובות שופטים לא נכון את וריאציות אורך הגליל. גליל סטנדרטי של 50 מ' מניב לעתים קרובות קצר עקב סובלנות היצרן. לוגיקה לקויה של הקינון משאירה חומר שמיש על רצפת החיתוך.
פסולת מכנית מתרחשת במהלך ביצוע פיזי. שיטוט קצה הורס את השוליים החיצוניים. חוסר עקביות במתח גורם למתיחה חמורה. מתיחה זו יוצרת אורכי גיליון לא מדויקים, במיוחד בויניל ופלסטיק. גרירת להב פוגעת במשטח המצע במהלך שלב החריכה.
השתמש בתרשים שלהלן כדי לסווג את הגרוטאות היומיות שלך:
קטגוריית פסולת |
תסמינים ראשוניים |
סיבות שורש נפוצות |
|---|---|---|
מִבצָעִי |
חתכים מוגזמים, תשואה כוללת קצרה, אורכים מקובצים בצורה גרועה. |
חישובים ידניים, היעדר אלגוריתמי קינון, עייפות מפעיל. |
מֵכָנִי |
משטחים שרוטים, שיטוט קצוות, סדינים מתוחים. |
מדריכי אינטרנט נכשלים, הגדרות מתח שגויות, להבים עמומים. |
קביעת אחוז הפסולת הבסיסי משמשת כקריטריון ההצלחה העיקרי שלך. עליך למדוד שיפורים עתידיים מול המספר הקשיח הזה. עקוב אחר משקולות גרוטאות מול קלט החומר הכולל במשך שבוע שלם כדי למצוא את קו הבסיס שלך.
הערכת החומרה הנוכחית שלך מייצגת את השלב ההגיוני הבא. עליך לקבוע אם הציוד הנוכחי יכול לעמוד בסובלנות הנדרשת שלך. מסגרות ישנות ומנועים מיושנים נאבקים לשמור על תקני דיוק מודרניים. רטט פיזי לבדו יכול להפיל את דיוק החיתוך שלך.
יישור קצה אוטומטי מונע טלסקופ של חומרים. זה מתאים באופן דינמי את מיקום הגליל כשהחומר מתפרק. דיוק זה מפחית באופן דרמטי את קצבאות החיזור הדרושות. אתה כבר לא צריך להקריב סנטימטר של חומר קצה רק כדי להבטיח חתך ישר.
בקרת מתח משתנה משחקת תפקיד חיוני. זה מונע אי דיוקים באורך שנגרמו למתיחה. מצעים מתנהגים בצורה שונה ככל שהגליל הראשי מתכווץ בקוטר. המערכת חייבת להתאים את כוח הבלימה ברציפות. עליך לשמור על מתח רשת עקבי מהליבה לשכבה החיצונית.
הערכת סוגי הלהבים נותרה קריטית לקצוות נקיים. התאם את סוג הלהב שלך בקפדנות למאפייני החומר שלך. להבי גזירה עובדים בצורה הטובה ביותר עבור ניירות עבים ונייר כסף. סכיני גילוח מטפלים יפה בפלסטיק דק. להבי ריסוק מצטיינים בעת עיבוד בדים לא ארוגים.
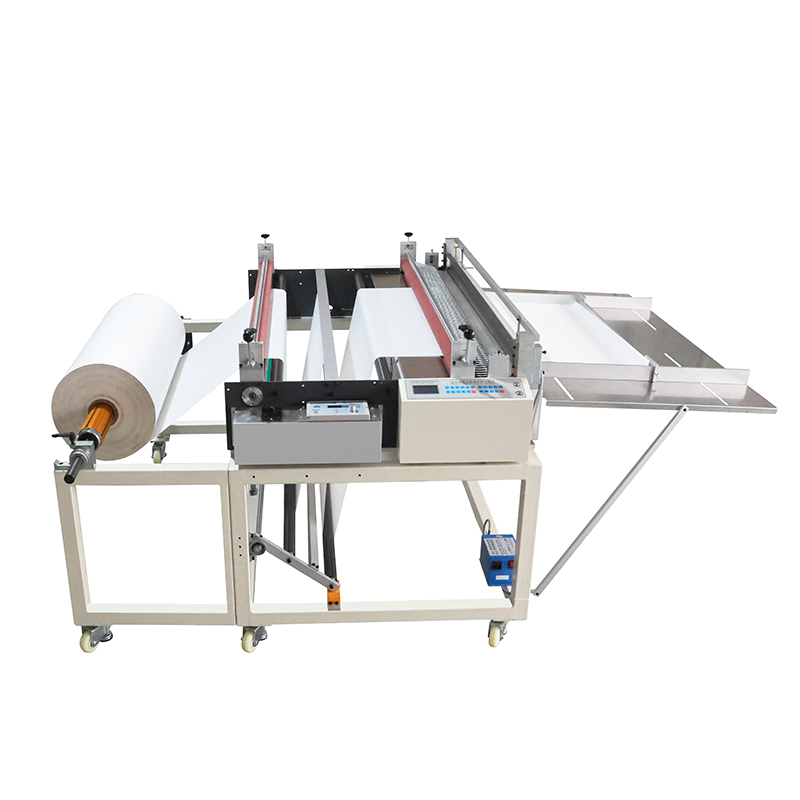
מיקום להב אוטומטי ממזער טעויות אנוש במהלך ההגדרה. לעתים קרובות מפעילים עושים חישובים שגויים קלים במהלך ההחלפות הידניות. מערכות אוטומטיות מניעות סכינים בדיוק על סמך כניסות דיגיטליות. מודרני מכונת חיתוך גליל לגיליון חייבת לכלול מערכות משוב בלולאה סגורה. חיישנים אלו שומרים על דיוק חזק במהירויות גבוהות במיוחד.
טעויות נפוצות שכדאי להיזהר מהן במהלך חיתוך כוללות:
הפעלת להבי גזירה מעבר למחזור ההשחזה המומלץ שלהם.
שימוש בלחץ מוגזם כלפי מטה על להבי ריסוק.
התעלמות ממיקרו ויברציות בפיר החריץ.
רוחבים סטנדרטיים מאלצים לעתים קרובות בזבוז חיתוך מיותר. יצרנים מתכננים ציוד מדף למשיכה רחבה בשוק. לעתים רחוקות הם תואמים את מידות גליל המאסטר המדויקות שלך. אי התאמה קלה זו מאלצת את המפעילים לקצץ חומר יקר ערך באופן רציף.
תקנון רוחב הציוד לגדלים הנפוצים ביותר של גליל ראשי מבטל פסולת רוחבית באופן מקורי. אם אתה מפעיל תמיד רוחב אינטרנט של 1200 מ'מ, מכונה של 1600 מ'מ יוצרת חוסר יציבות. אורך הפיר הנוסף מזמין רטט. מסגרת מכונה בהתאמה מושלמת מחזיקה את החומר קשיח.
חומרים עדינים דורשים טיפול מיוחד. שילוב מעמדי התפרקות מיוחדים מגנים על משטחים שבירים. גלילי צבירה מותאמים אישית שומרים על מתח בבטחה. השדרוגים הספציפיים הללו מונעים שריטות משטח וסלסול קצוות.
עליך לשקול את זמני ההובלה ואת הוצאות ההון הראשוניות בקפידה. השווה את המספרים האלה מראש מול החיסכון התפעולי לטווח ארוך שלך. מהונדס בצורה מושלמת מכונת חיתוך גליל לגיליון מותאמת אישית מגדילה את ניצול החומרים שלך מדי יום. השברים היומיים הללו מסתכמים בתשואות שנתיות מסיביות.
אנו שומרים כאן על הנחה מאוד שקופה. התאמה אישית מוכיחה כי היא חסכונית רק בתנאים תפעוליים מסוימים. נפח הייצור וערך החומר שלך חייבים להצדיק את הפרמיה ההנדסית. ריצות בנפח נמוך של נייר זול אינן דורשות הנדסה מותאמת אישית.
התרחקות מחישובים ידניים מבטלת טעויות אנוש יקרות. המפעילים שלך לא יכולים לחשב פריסות מורכבות ביעילות בראשם. אפילו מחשבוני גיליונות אלקטרוניים פשוטים נופלים. תכנון אלגוריתמי מטפל במאות משתנים באופן מיידי.
תוכנת אופטימיזציה מודרנית מתממשקת בצורה חלקה לתוך PLC חיתוך. הוא שולח הוראות דינמיות ישירות למנועי הסרוו. הוא מקבץ ביעילות אורכי גיליון משתנים. קיבוץ אינטליגנטי זה ממזער את הפערים בין עבודות חתך שונות. המכונה מבצעת את התוכנית האופטימלית ללא היסוס.
טיפול בבעיית גליל השאריות דורש מעקב קפדני. גלילים חלקיים לרוב יושבים במחסנים ואוספים אבק. בסופו של דבר, הם הופכים לגרוטאות. תוכנת אופטימיזציה עוקבת בקפדנות אחר גלילים חלקיים. זה משלב אותם בצורה חלקה בעבודות קצובות עתידיות. ניהול אקטיבי זה מונע לחלוטין גרוטאות של סוף הגליל.
בצע את השלבים הבאים כדי לשלב תוכנת קינון ביעילות:
בדוק את גדלי הגיליון הסטנדרטיים הנוכחיים שלך וזיהוי וריאציות נפוצות.
הזן את סובלנות המכונה המדויקת שלך לפרמטרים של התוכנה.
הפעל סימולציה דיגיטלית לפני דחיפת התוכנית ל-PLC.
אמן את המפעילים לסמוך על האלגוריתם במקום לנחש שנית את הפריסה.
איכות החומרה תלויה במידה רבה באקו-סיסטם התמיכה שלה. אתה צריך גיבוי חזק מהיצרן. אפילו המכונות הטובות ביותר דורשות כיול תקופתי. רשת תמיכה גרועה הופכת בעיות מכניות קלות לאירועי בזבוז חומר מסיבי.
עליך לדעת מה מייחד את א ספק מכונות חיתוך אמין ממתווך ציוד בלבד. מתווכים מוכרים קופסאות. ספקים אמיתיים מוכרים דיוק מתמשך. הראיות לביצועים חשובות ביותר. דרשו בדיקות ריצה הניתנות לאימות לפני שאתם חותמים על הזמנת רכש. הם חייבים לחתוך את החומר הספציפי שלך במתקן שלהם.
הערך לעומק את תשתית לאחר המכירה שלהם. ודא את זמינותם של חלקי חילוף OEM. אתה צריך גישה מהירה ללהבים, חיישנים וחגורות. עיכובים במשלוח חלקים מאלצים את המפעילים להפעיל ציוד פגום. ציוד מושפל מייצר פסולת נוראית.
הכשרת מפעילים בהובלת הספק מבטיחה הצלחה תפעולית. שדרוגי מחשב רבים נכשלים אך ורק בגלל גורמים אנושיים. לעתים קרובות מפעילים עוקפים הגדרות מתח אוטומטיות. הם מתעלמים מבקרי יישור עקב חוסר היכרות. הכשרה מקיפה בונה ביטחון ותאימות.
שיטות עבודה מומלצות להפחתת סיכונים כוללות:
תזמון סקירות תחזוקה רבעוניות.
שמירת חיישנים רזרביים על המדף שלך.
חובת קורסי רענון לכל מפעילי המכונות מדי שנה.
הפחתת הפסולת דורשת גישה מסונכרנת ביותר. אתה צריך תוכניות חיתוך מותאמות מתמטית. חומרה מכוילת היטב חייבת לבצע את התוכניות הללו ללא רבב. תיקון רק את התוכנה או רק את החומרה משאיר פערים בהגנה על התפוקה שלך.
אנו ממליצים לך לבצע בדיקת פסולת קפדנית של 30 יום באופן מיידי. סיווג את הגרוטאות שלך אך ורק לפי כשל מכני לעומת קצבת חיתוך. אסוף את הנתונים הבסיסיים האלה לפני שאתה מפעיל הצעות הצעות לתוכנה או מכונות חדשות. אתה תקבל החלטות רכש טובות בהרבה ברגע שתבין את נקודות הכשל המדויקות שלך.
ת: זה משתנה מאוד לפי חומר וגודל פלט, אבל בדרך כלל נע בין 1% ל-3%. כל דבר גבוה יותר מעיד בדרך כלל על חוסר יישור מכני או תכנון חיתוך לקוי. אתה צריך לחקור כל קוצים פתאומיים מיד כדי למנוע הפסדים מורכבים.
ת: לא. תוכנת קינון מייעלת את התוכנית, אבל אם למכונה הפיזית אין בקרת מתח או הנחיית רשת, הביצוע בפועל עדיין ייצור נזקי קצה ושונות אורך. תוכנה וחומרה חייבים לעבוד יחד.
ת: כאשר בלאי מבני מונע הוספת מדריכי אינטרנט או חיישני מתח מודרניים, יש צורך בהחלפה. בעיות כמו רטט מסגרת או PLC קנייניים מיושנים הופכות התאמה לאחור לבלתי אפשרית. בשלב זה, ההחלפה הופכת חסכונית יותר מאובדן חומר מתמיד.
